|
|
Открытое акционерное общество |
Руководящий нормативный материал.
МАШИНЫ ГРУЗОПОДЪЕМНЫЕ.
ВЫБОР МАТЕРИАЛОВ ДЛЯ
ИЗГОТОВЛЕНИЯ,
РЕМОНТА И РЕКОНСТРУКЦИИ СВАРНЫХ
СТАЛЬНЫХ КОНСТРУКЦИЙ
РД 22-16-2005*
|
И. о. ген. директора ОАО «СКТБ БК» _________________ А.И. Инденбаум «12» июля 2010 г. |
Москва
2010
РАЗРАБОТАН И УТВЕРЖДЕН: ОАО «Специальное конструкторско-технологическое бюро башенного краностроения» (правопреемник ФГУП «СКТБ БК»). 129301, г. Москва, ул. Касаткина. 11, тел./факс: 683-41-83.
РАЗРАБОТЧИКИ: Галетин В.М., канд. техн. наук Гехт А.Х., канд. техн. наук Жуков В.Г., доктор техн. наук Зарецкий А.А., Инденбаум А.И., канд. техн. наук Невзоров Л.A., Прикащиков Р.Г., Суслов С.А., Шульга С.А.
СРОК ВВЕДЕНИЯ В ДЕЙСТВИЕ: июнь 2010 г.
В РД 22-16-2005* включены изменения, связанные с внесением новых марок сталей, согласованные письмами Ростехнадзора: от 12.07.2005 г. № 09-36/1385; от 01.09.2006 г. № 09-36/186; от 23.11.2009 № 09-24/4345, от 31.03.2010 г. № 09-00-24/1304, от 30.06.2010 № 29-00-24/2987 а также добавлено приложение «Рекомендации по применению сталей и сварочных материалов». Кроме того, в РД актуализированы технические требования нормативных документов, предъявляемые к сталям, по состоянию на февраль 2010 года. В индекс редакции 2010 года внесена «звездочка».
ВЗАМЕН: РД 22-16-96
Документ действителен при наличии подлинной печати, подписи и номера учтенного экземпляра.
СОДЕРЖАНИЕ
Руководящий нормативный документ
|
Машины грузоподъемные. Выбор материалов для изготовления, ремонта и реконструкции сварных стальных конструкций. |
РД 22-16-2005 |
|
Утверждены письмом Управления по техническому надзору Федеральной службы по экологическому, технологическому и атомному надзору письмом № 09-03/489 от 18.03.2005 г. |
Дата введения 15.05.2005 г.
1. Область применения
Настоящий нормативный документ распространяется на сварные узлы башенных, стреловых самоходных и несамоходных кранов, мачтовых и переставных кранов, кранов-лесопогрузчиков и кранов-манипуляторов.
РД является обязательным для всех предприятий, проектирующих, изготовляющих и ремонтирующих сварные узлы указанных грузоподъемных машин, независимо от ведомственной подчиненности.
Требования РД могут быть распространены на выбор материалов для изготовления, ремонта и реконструкции других грузоподъемных машин и оборудования, включая анкерные и опорные крепления машин, а также грузозахватных приспособлений и тары. Документ не распространяется на сварные узлы грузоподъемных машин, грузозахватных приспособлений и тары, проектируемых и изготовляемых для экспериментальных и научно-исследовательских целей.
РД включает нормативные ссылки, термины, определения и обозначения сталей и сварочных материалов, общие требования к выбору-марок сталей и сварочных материалов, а также приложения с перечнем нормативной документации и ТУ, использованных при разработке РД, основной продукции металлургических предприятий и их адресов, а также рекомендации по применению сталей и сварочных материалов.
При выборе марок сталей следует руководствоваться текстовой частью РД (раздел 4) и таблицами 1, 2, 3 и 5, а при выборе сварочных материалов - требованиями текстовой части РД (раздел 5) и таблицей 4.
2. Нормативные ссылки
В настоящем документе приведены ссылки на действующие стандарты и технические условия, указанные в Приложении А.
3. Термины и определения, обозначения сталей и сварочных материалов:
|
Группа прочности (класс прочности): |
|
|
для тонколистового проката (качественного или обыкновенного качества) |
- Показатель прочности стали, численно равный временному сопротивлению разрыву металла (σв) в МПа с добавлением при необходимости букв ОК (для обыкновенного качества) или К (для проката из качественной стали). |
|
для толстолистового проката |
- Показатель (порядковый номер), характеризующий гарантированную минимальную величину предела текучести. |
|
Категория стали |
- Показатель (порядковый номер), характеризующий нормированные характеристики стали (химический состав, механические свойства, в т.ч. ударную вязкость при различных температурах), установленные ГОСТом или ТУ на стали при её изготовлении в соответствии с конкретным ГОСТом или ТУ. |
|
Класс прочности (для проката из стали повышенной прочности) |
- Показатель равный пределу текучести стали, МПа. |
|
Сварочные материалы |
- Электроды, сварочная проволока, флюсы, защитные газы, в том числе углекислый, аргон или его смеси и другие материалы, применяемые для образования сварного соединения. |
|
Прокат листовой |
- Прокат, изготовленный в виде полосы или листа, различающийся: - по толщине: тонко- и толстолистовой прокат; - по ширине: полосовой, широкополосный и собственно листовой. Прокат поставляется в виде листа (собственно листовой прокат), либо в виде рулона (рулонный прокат). |
|
Прокат полосовой |
- Прокат листовой шириной от 11 до 200 мм. |
|
Прокат широкополосный |
- Прокат шириной от 200 до 1050 мм. |
|
Прокат сортовой |
- К сортовому относят прокат, у которого касательная к любой точке контура поперечного сечения не пересекает данное сечение (прокат круглый, прямоугольный, шестигранный, полосовой). |
|
Прокат тонколистовой |
- Прокат полосовой и листовой в холодном или горячекатаном состоянии толщиной до 3,9 мм включительно. |
|
Прокат толстолистовой |
- Прокат полосовой, широкополосный и листовой толщиной от 4 до 80 мм. |
|
Прокат фасонный |
- К фасонному относят прокат, у которого касательная хотя бы в одной точке контура поперечного сечения пересекает данное сечение (двутавр, швеллер, уголок и профили специального назначения). |
|
Профиль гнутый |
- Прокат в виде стальных гнутых профилей различной формы, размеров, изготовленных на профилегибочных станах, из углеродистых и низколегированных сталей, перечисленных в настоящем нормативном документе. |
|
Сопротивление нормативное |
- Минимальное значение сопротивления металла (временное сопротивление разрыву или предел текучести), гарантируемое нормативной документацией и технологией изготовления для конкретного вида металлопродукции. |
|
Сопротивление расчетное |
- Значение сопротивления металла (временное сопротивление разрыву или предел текучести), принятое при расчете. |
|
Сталь высокопрочная |
- Сталь, обладающая высокими прочностными свойствами (предел текучести не менее 440 МПа). |
|
Сталь углеродистая |
- Сталь, представляющая собой сплав железа (основа) с углеродом и содержащая примеси, которые присутствуют в стали в связи с условиями ее производства (сера, фосфор, марганец, кремний, медь, никель и др.) |
|
Сталь низколегированная |
- Сталь с общим содержанием легирующих элементов не более 3 % |
|
Z - плоскость |
- Плоскость, перпендикулярная плоскости прокатки. |
|
Св |
- Дополнительное обозначение для проката с гарантией свариваемости. |
3.1 Примеры обозначений, принятые при маркировке сталей и сварочных материалов и их расшифровка.
3.1.1 Условные обозначения основных элементов в марках металлов:
А - АЗОТ, Б - НИОБИЙ, Г - МАРГАНЕЦ, Д - МЕДЬ, М - МОЛИБДЕН, Н - НИКЕЛЬ, П - ФОСФОР, Р - БОР, С - КРЕМНИЙ, Т - ТИТАН, Ф - ВАНАДИЙ, X - ХРОМ, Ю -АЛЮМИНИЙ.
3.1.2 Примеры обозначений углеродистых сталей отечественного производства
|
Ст3кп, |
- Буквы Ст - обозначают слово «сталь»; цифра 3 - условный номер марки стали по ГОСТ 14637, ГОСТ 535 и др. |
|
Ст3Гпс, кп, сп |
- Буквы кп, пс, сп означают сталь по степени раскисления: кипящей (кп), полуспокойной (пс) и спокойной плавки (сп). |
|
Г |
- Буква обозначает повышенное содержание марганца, более 0,5 %. |
|
Ст3пс ДТУ-1 (ДТУ-2, ДТУ-3, ДТУ-4) |
- Обозначение ДТУ-1 (ДТУ-2, ДТУ-3, ДТУ-4) - указывает на поставку металлопроката в деформационно-термически упрочненном состоянии с указанием условного обозначения степени упрочнения (1, 2, 3, 4). |
|
Ст3сп3, Ст3Гпс5, Ст3сп6 и т.д. |
- Цифра, указываемая после степени раскисления, обозначает согласно ГОСТ 14637 или ГОСТ 535 категорию: 1, 2, 3, 4, 5, 6 в зависимости от нормируемых показателей. Первая категория не указывается. |
|
Сталь 10, Сталь 15 |
- Цифры 10, 15 - обозначают среднее содержание углерода в качественной конструкционной стали в сотых долях процента. |
|
Д |
- Буква указывает повышенное содержание (более 0,15 %) меди. |
|
А, Б и В |
- Буквы в углеродистых качественных сталях металла труб ГОСТ 8731) означают: в поставляемой стали группы А гарантируются только механические свойства металла (обычно эта буква не указывается в написании), в сталях группы Б гарантируются только химический состав металла трубы, в сталях группы В гарантируются и механические свойства и химический состав марки стали, из которой изготовлена труба. В последних нормативных материалах обозначение группы В не указывается, но гарантируется поставщиком. |
3.1.3 Примеры обозначений низколегированных сталей отечественного производства
|
12ГН3МФАЮДР-СШ, 15ХГН2МАФАч, |
- Цифры 12, 15 - среднее значение содержания углерода в сотых долях процента; |
|
Г, Ю, Н, Р, |
- Буквы означают наличие легирующих элементов менее 1 % (кроме марганца, для которого без указания цифры допускается его содержание до 1,6 %); цифры 2, 3 после буквы, указывающей наличие легирующего элемента, его содержание в процентах; буква «ч» обозначает обработку жидкого металла редкоземельными металлами цериевой группы; |
|
СШ (Ш), А |
-Буквы обозначают специальную обработку, в том числе синтетическими шлаками; |
|
Ч-33, 4-37 |
- Буква А в конце обозначения марки стали указывает на повышенные пластические свойства стали (пониженное содержание серы и фосфора). |
|
1 - 12, 7 - 12 |
- Буква Ч, обозначает марку стали Череповецкого металлургического комбината; |
|
09Г2С-12 |
- Цифры 33 и 37 - пределы текучести в кгс/мм2. |
3.1.4 Примеры обозначения сталей импортного производства по Евронормам:
|
S 700 МС (700) |
- Обозначения по EN 10027:S - конструкционные стали, 700 - класс прочности, М - термомеханически упрочненная, С - с повышенной пластичностью в холодном состоянии. |
|
S690 QL (690) |
- Обозначения по EN 10027:S - конструкционные стали, 690 - класс прочности, Q - термообработанная, L - для работы при низких температурах |
|
Alform 700М |
- Alform - фирменное название, 700 - класс прочности, М - термомеханически упрочненная. |
3.1.5 Примеры обозначений отечественных сварочных материалов
|
Электроды типа Э46А, Э50А |
- Буква Э означает слово «электрод»; цифры 46, 50 - среднее значение временного сопротивления (не ниже) наплавленного металла электрода в кгс/ мм2; - Буква А в конце обозначения марки обозначает, что наплавленный металл электрода обеспечивает повышенные прочностные и пластические свойства, а также ударную вязкость, при отрицательной температуре эксплуатации. |
|
Проволока Св-08, Св-08А, Св-08ГА, Св-10ХН2ГСМФТЮ |
- Буквы Св обозначают холоднотянутую сварочную проволоку; первые две цифры обозначают содержание углерода в сотых долях процента; - Буква А в конце обозначения марки стали указывает на пониженное содержание серы и фосфора. Обозначение легирующих элементов то же, что и принятое при обозначении углеродистых и низколегированных марок сталей. |
|
Проволока, ПП-АН54 |
- Буквы ПП обозначают, что проволока порошковая; АН - Академия наук. Во вновь разработанных порошковых проволоках последние две цифры обозначают предел текучести наплавленного этой проволокой металла, например, цифры 54 означают ≥ 54 кгс/мм2. |
3.1.6 Примеры обозначения сварочных материалов импортного производства:
1. Обозначение проволоки сплошного сечения для полуавтоматической сварки в среде защитных газов:
- OK Autorot 12.51 - для сварки углеродистых и низколегированных сталей;
- OK Aristorod 13.29 - для сварки высокопрочных сталей;
- OK Aristorod 13.31 - для сварки высокопрочных сталей.
2. Обозначение порошковой проволоки для полуавтоматической сварки высокопрочных сталей - Megafil 1100М (ПП Мегафил 1100М).
4. Общие требования к выбору марок сталей.
4.1 Выбор сталей производится по таблицам 1, 2 и 3. В каждой таблице указаны:
- марка стали, категория (класс прочности);
- стандарт или техусловия на тех. требования к материалу;
- вид изделий, заготовок (прокат, поковка, заготовка литая, труба);
- толщина свариваемой кромки детали (проката, поковки, литой заготовки, трубы);
- дополнительные требования, в которых указывается область применения стали, ударная вязкость, требования к входному контролю и др.
4.2 Для изготовления, ремонта и реконструкции несущих сварных стальных конструкций грузоподъемных машин, эксплуатируемых в районах с температурой окружающего воздуха:
- от плюс 40° до минус 40 °С (исполнение «У») и от плюс 45° до минус 10 °С (тропическое исполнение «Т») должны применяться стали, приведенные в таблице 1. Для металлических конструкций стреловых кранов исполнения «У», изготовленных из сталей по таблице 1, разрешается их нахождение в нерабочем состоянии до минус 50 °С;
- от плюс 40° до минус 60 °С («северное» исполнение «ХЛ») должны применяться стали, приведенные в таблице 2. Стали, перечисленные в таблице 2, могут быть также применены для производства сварных узлов грузоподъемных машин исполнения «У» и «Т».
4.3 Для изготовления, ремонта и реконструкции вспомогательных элементов (лестницы, перила, обшивка кабин, защитных кожухов и др.) должны применяться стали, приведенные в таблице 3. Таблица 3 разбита на две части в зависимости от климатического исполнения грузоподъемных машин - 3.1 для исполнения «У» и «Т», 3.2 для исполнения «ХЛ». Для изготовления вспомогательных элементов грузоподъемных машин обычного и тропического исполнения могут быть использованы также стали, приведенные в таблице 1, а для изготовления вспомогательных элементов кранов в исполнении «ХЛ» - в таблице 2. Стали, перечисленные в таблице 3.2, могут быть применены также для производства сварных узлов грузоподъемных машин исполнения «У» и «Т».
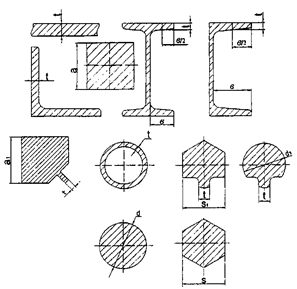
4.4. При выборе сталей необходимо учитывать толщину металлопроката и труб, а также толщину свариваемой кромки поковки или литой заготовки. При этом под толщиной проката и труб понимается (см. рисунок 1):
- для листа и гнутого профиля толщина «t»,
- для угловой стали - толщина полки «t»,
- для швеллеров и двутавровых балок - средняя толщина полки «t»,
- для труб - толщина стенки «t»,
- для сортового проката:
- круглых прутков - диаметр «d» ≤ 25, d1 ≤ 50 мм
- квадрата - сторона квадрата «а» ≤ 25, a1 ≤ 50 мм
- шестигранника - величина «S» ≤ 25, S1 ≤ 60 мм
В таблицах 1 … 3 в графе 5 приведенные обозначения толщин типа «до 10» или «от 32 до 60» следует читать как «до 10 включительно», «от 32 до 60 включительно».
4.5 В графе 6 таблиц 1 и 2 приведены минимальные допустимые значения ударной вязкости при U образном концентраторе, если иная форма концентратора не указана. Отсутствие требований по ударной вязкости в графе 6 таблиц 1 и 2 указывает на то, что эти требования заложены в самом обозначении марки стали. Например, у стали марки Ст3сп5 требования к ударной вязкости заключены в обозначении индекса категории - 5, для стали 09Г2-12 требования к ударной вязкости указаны в категории - 12 и т.д.
4.6. Все стали, указанные в таблицах 1 ÷ 3, сгруппированы по маркам и расположены в порядке возрастания их прочностных свойств (предела текучести, временного сопротивления разрыву). Если группа сталей имеет большое число марок и категорий (по степени раскисления, классу прочности или другим показателям, например, стали группы Ст3), они располагаются в таблицах в порядке возрастания физико-механических свойств сталей в пределах этой группы. В таблицах порядок расположения сталей данной группы определяется по марке стали, имеющей наименьшую величину предела текучести по ГОСТ (ТУ). Так, например, стали группы Ст3, имеют предел текучести в интервале от 245 до 295 МПа, поэтому в таблицах они размещаются, исходя из минимального его значения - 245 МПа.
В таблицах 1, 2 и 3 приведены стали, относящиеся к следующим группам свариваемости материалов, установленных НАКСом:
- М01 (W01) для сталей с пределом текучести до 360 МПа;
- М03 (W03) для сталей с пределом текучести от 360 МПа и выше.
4.7. Для удобства пользования документом в Приложении Б указан перечень марок сталей, приведенных в настоящем РД. В этом перечне стали, расположены в порядке возрастания начальных цифр их обозначения, а при наличии букв - по алфавиту.
4.8 При выборе сталей для несущих элементов сварных узлов при использовании их в узлах, изготовленных из сталей различных марок (например, секциях стрелы, башни) необходимо, чтобы допустимый интервал температур эксплуатации этой конструкции принимался по менее хладостойкой стали.
4.9 В условиях среднеагрессивной среды для сварных узлов рекомендуется применять стали с добавкой меди, повышающей их коррозионную стойкость.
4.10 Поставка сталей с нормированными механическими свойствами и химическим составом должна быть гарантирована поставщиком. По содержанию вредных примесей химический состав сталей не должен уступать требованиям нормативной документации или ТУ на эти стали.
Содержание углерода в трубах и готовом прокате из стали 20 не должно превышать 0,22 %. При этом в металле должна обеспечиваться ударная вязкость при минус 20 °С и после механического старения не менее 29 Дж/см2.
Химический состав сталей должен удовлетворять условию по ограничению значения углеродного эквивалента, указанного в нормативной документации или технических условиях на сталь.
4.11 Подбор сочетаний различных марок и толщин сталей для сварных узлов с учетом конкретной технологии их сварки, а также определение возможности использования сталей для условий, отличающихся от указанных в настоящем РД (в частности при проектировании металлических конструкций кранов исполнения Т) и использования других марок сталей осуществляется по дополнительным рекомендациям ОАО «СКТБ БК».
4.14 Марки сталей и соответствие сталей настоящему РД при производстве, ремонте и реконструкции должны подтверждаться сертификатом и входным контролем с учетом РД 22-28-33 и РД 24.090.100 и нормативных документов по методам контроля и испытания.
(Введен дополнительно. Изм. № 1)
Таблица 1 - Стали для изготовления сварных стальных конструкций
грузоподъемных кранов исполнения У, ТВ и ТС по ГОСТ
15150-69
|
№ п/п |
Марка стали, категория (класс прочности) |
Стандарт на техтребования к материалу (порядковый номер стандарта по приложению А) |
Вид заготовок (прокат, поковка, заготовка литая или поковка, труба) |
Толщина свариваемой кромки детали (проката, поковки, литой заготовки, трубы), размеры сечения, мм |
Дополнительные требования |
|
1 |
2 |
3 |
4 |
5 |
6 |
|
1. |
10 группы В (215) |
Трубы бесшовные |
до 7 |
Применять только для раскосов |
|
|
2. |
20 (196) |
Сортовой горячекатаный |
от 5 до 60 |
Ударная вязкость при минус 20 °С 29 Дж/см2. После мех. старения не менее 29 Дж/см2 |
|
|
3. |
20 группы В (216) |
ГОСТ 10705 (33) |
Трубы электросварные термообработанные |
до 10 |
Применять только для раскосов |
|
4. |
20 группы В (225) |
Трубы бесшовные горячедеформированные |
до 28 |
Ударная вязкость при минус 20 °С не менее 29 Дж/см. После механического старения не менее 29 Дж/см2. Применять для гидроцилиндров. |
|
|
5. |
Трубы бесшовные горячедеформированные |
от 13 до 35 |
Применять для ступиц канатных блоков, стаканов флюгеров и подобных конструкций. |
||
|
6. |
20 группы В (245) |
Трубы бесшовные горячедеформированные |
от 3 до 7 |
|
|
|
от 8 до 25 |
Ударная вязкость при минус 20 °С 29 Дж/см2. После механического старения не менее 29 Дж/см2 |
||||
|
7. |
20 (225) |
ТУ 14-3Р-50 (73) |
Трубы бесшовные горячедеформированные |
диаметрами 402×32 и 484×36 |
Применять только для барабанов лебедок |
|
8. |
16Д (225) |
Листовой нормализованный, сортовой горячекатаный |
от 21 до 40 |
Ударная вязкость при минус 20 °С: (лист.) ≥ 34 Дж/см2, (сорт. фасон.) ≥ 39 Дж/см2 |
|
|
9. |
16Д (235) |
Термообработанный листовой, фасонный сортовой |
до 20 |
Ударная вязкость при минус 20 °С: ≥ 34 Дж/см2 (лист); ≥ 39 Дж/см2 (сорт., фасон.). |
|
|
10. |
08 ÷ 20 (245) |
Листовой и широкополосный из качественных сталей |
от 4 до 25 от 6 до 25 |
Ударная вязкость при минус 20 °С не менее 29 Дж/см2 |
|
|
11. |
Ст3пс2 (245) |
ГОСТ 14637 (36) |
Горячекатаный листовой, |
от 4 до 4,9 |
|
|
12. |
фасонный, сортовой |
от 3 до 5 |
|||
|
13. |
Ст3пс5 (245) |
ГОСТ 14637 (36) |
Горячекатаный листовой, |
от 5 до 20 |
|
|
14. |
фасонный сортовой |
от 3 до 5 |
|||
|
15. |
Ст3сп5 (245) |
ГОСТ 14637 (36) |
Горячекатаный листовой, |
от 5 до 20 |
|
|
16. |
Ст3сп5 (255) |
фасонный, сортовой |
св. 5 до 10 |
||
|
17. |
Ст3Гпс5 (235) |
Горячекатаный сортовой и фасонный |
св. 20 до 26 |
|
|
|
18. |
Ст3Гпс5 (245) |
ГОСТ 14637 (36) |
Горячекатаный листовой. |
от 5 до 20 |
|
|
19. |
фасонный сортовой |
св. 10 до 20 |
|||
|
20. |
Ст3Гсп5 (245) |
ГОСТ 14637 (36) |
Горячекатаный листовой |
св. 20 до 40 |
|
|
21. |
Ст3Гсп5 (255) |
ГОСТ 14637 (36) |
Горячекатаный листовой |
от 5 до 20 |
|
|
22. |
Ст3сп5 (245) |
ТУ 14-1-5241 (65) |
Горячекатаный листовой |
до 9 |
|
|
23. |
Ст3сп5 (245) |
Горячекатаный листовой |
до 9 |
|
|
|
24. |
Ст3сп6 (295) |
ГОСТ 14637 (36) |
Термообработанный листовой |
от 10 до 40 |
|
|
25. |
Ст3Гпс6 (295) |
ГОСТ 14637 (36) |
от 10 до 40 |
||
|
26. |
Ст3пс ДТУ-1 (295) |
ТУ 14-1-4218 (57) |
Деформационно-термически упрочненный листовой |
до 10 |
Ударная вязкость при минус 40 °С не менее 39 Дж/ см2. После мех. старения - не менее 29 Дж/см2 |
|
27. |
Ст3сп ДТУ-1 (295) |
||||
|
28. |
Ст3Гпс ДТУ-1 (295) |
ТУ 14-1-4218 (57) |
Деформационно-термически упрочненный листовой |
до 10 |
Ударная вязкость при минус 40° С не менее 39 Дж/см2. После механического старения не менее 29 Дж/см2 |
|
29. |
Ст3сп ДТУ-2 (325) |
||||
|
30. |
Ст3Гпс ДТУ-2 (295) |
||||
|
31. |
Ст3пс ДТУ-2 (325) |
||||
|
32. |
Ст3сп ДТУ-3 (343) |
||||
|
33. |
Ст3Гпс ДТУ-3 (343) |
||||
|
34. |
Ст3пс ДТУ-3 (343) |
||||
|
35. |
20Х (230 … 275) |
Трубы холоднодеформированные, горячедеформированные |
до 20, Ø 219×50 Ø 203×45 для гидроцилиндров |
Ударная вязкость при минус 50 °С не менее 29 Дж/см2 |
|
|
Поковка, круг горячекатаный |
от 20 до 50 |
||||
|
36. |
10Г2 (265) |
Горячедеформир. бесшовные трубы |
от 4 до 25 |
|
|
|
37. |
09Г2-12 (265) |
ГОСТ 19281 (41) |
Сортовой |
от 12 до 32 |
|
|
38. |
09Г2-12 (295) |
Горячекатаный листовой |
от 5 до 32 |
||
|
39. |
09Г2-2 (305) |
Горячекатаный листовой |
от 4 до 4,9 |
||
|
40. |
09Г2-2 (305) |
Сортовой горячекатаный |
до 12 |
||
|
41. |
09Г2-12 (305) |
Фасонный |
от 5 до 20 |
||
|
42. |
09Г2-3 (295) |
Горячекатаный листовой |
св. 20 до 32 |
||
|
43. |
09Г2-3 (305) |
от 8 до 20 |
|||
|
44. |
09Г2 (305) |
Гнутые замкнутые сварные профили |
140×140×7 100×100×6 |
100 %-ный визуальный входной контроль св. швов |
|
|
45. |
09Г2 (315 ... 390) |
ГОСТ 17066 (40) |
Горячекатаная листовая и рулонная |
до 3,9 |
|
|
46. |
09Г2С-12 (от 265 до 345) |
ГОСТ 19281 (41) |
Горячекатаный листовой, |
от 5 до 60 |
|
|
47. |
фасонный |
от 5 до 25 |
|||
|
48. |
сортовой |
от 13 до 60 |
|||
|
49. |
09Г2С (315 … 390) |
ГОСТ 17066 (40) |
Горячекатаная листовая и рулонная |
до 3,9 |
|
|
50. |
09Г2С-12 (335) |
Горячедеформированные бесшовные трубы |
от 3 до 9; от 10 до 25 |
Ударная вязкость при минус 40 °С должна быть не менее 29 Дж/ см2 |
|
|
51. |
09Г2С (343) |
ТУ 14-3-1171 (70) ТУ 14-3-556 (66) |
Трубы холоднодеформиров., прямоугольные и круглые |
2 |
100 %-ный входной контроль на загиб |
|
от 2 до 4 |
|||||
|
52. |
09Г2С-3 (345) (325) (295) (265) |
Горячекатаный листовой |
от 8 до 10 |
|
|
|
53. |
св. 10 до 20 |
||||
|
54. |
св. 20 до 32 |
||||
|
55. |
св. 32 до 50 |
||||
|
56. |
09Г2С (350) |
Гнутые замкнутые профили, нагартованные |
толщиной до 3,0; размерами от 20×25 до 30×45 |
100 %-ный визуальный входной контроль сварных швов |
|
|
57. |
12Г2С-3 (285) |
Горячекатаный листовой |
от 8 до 50 |
|
|
|
58. |
12Г2С-12-1 (от 285 до 325) |
ТУ 14-1-4323 (58) |
Горячекатаный листовой |
от 10 до 20 |
Ударная вязкость после механического старения не менее 29 Дж/см2 |
|
59. |
12Г2С-12 (от 335 до |
Фасонный |
от 10 до 20 |
||
|
60. |
12Г2С-12-1 (345) |
Фасонный |
до 10 |
||
|
61. |
12Г2С-12-2 (355) |
Горячекатаный. листовой |
до 20 |
||
|
62. |
12Г2С-12-2 (375) |
Горячекатаный листовой |
до 10 |
||
|
63. |
(355) |
листовой |
до 20 |
||
|
64. |
(335) |
листовой |
от 20 до 40 |
||
|
65. |
16ГС-12 (от 295 до 325) |
ГОСТ 19281 (41) |
Горячекатаный листовой |
от 5 до 32 |
|
|
66. |
16ГС-2 (325) |
то же |
от 4 до 4,9 |
|
|
|
67. |
16ГС-3 (325) |
Горячекатаный листовой |
от 8 до 10 |
|
|
|
68. |
(315) |
св. 10 до 20 |
|||
|
69. |
(295) |
св. 20 до 32 |
|||
|
70. |
(265) |
св. 32 до 50 |
|||
|
71. |
35 группы В (300) |
Трубы горячекатаные |
Ø 325×50 ГОСТ 8732 |
|
|
|
72. |
Е32 (315) |
Термообработ. листовой, |
от 5 до 50 |
Ударная вязкость при минус 40 °С не менее 29 Дж/см2 |
|
|
полосовой |
от 5 до 20 |
||||
|
73. |
18ЮТ (Ч-33) (325) |
ТУ 14-1-5172 (64) |
Горячекатаный листовой и рулонный |
от 2,5 до 8 |
Ударная вязкость при минус 40 °С не менее 29 Дж/см2 |
|
74. |
18ЮТ (Ч-33) (325) |
ТУ 14-105-568 (75) |
Гнутые замкнутые сварные профили |
от 2,5 до 8 |
То же |
|
75. |
15ХСНД-12 (от 325 до 345) |
ГОСТ 19281 (41) |
Горячекатаный листовой |
от 5 до 32 |
|
|
76. |
15ХСНД-12 (от 325 до 345) |
Фасонный |
от 5 до 20 |
|
|
|
77. |
15ХСНД-3 (345) |
Горячекатаный листовой |
от 8 до 32 |
|
|
|
78. |
10ХСНД (343) |
ТУ 14-3-556 (66) |
Круглые холоднодеформированные, прямоугольные трубы. |
до 4 |
100 %-ный входной контроль на загиб |
|
79. |
10ХСНД-2 (343) |
ТУ 14-3-1171 (70) |
Холоднодеформированные прямоугольные трубы |
2 |
|
|
80. |
10ХСНД (390) |
Листовой горячекатаный |
от 5 до 32 |
Ударная вязкость при минус 40 °С не менее 39 Дж/см2 |
|
|
81. |
Фасонный термообработанный |
от 5 до 15 |
|
||
|
82. |
10ХСНД-3 (390) |
Листовой термообработанный |
от 8 до 40 |
|
|
|
83. |
Фасонный |
от 8 до 25 |
|
||
|
84. |
10ХСНД-12 (390) |
ГОСТ 19281 (41) |
Листовой нормализованный |
от 4 до 40 |
|
|
85. |
Фасонный |
от 4 до 15 |
|
||
|
86. |
10ХСНД-3 (390) |
Листовой нормализованный |
от 8 до 40 |
|
|
|
87. |
45-2 (330) |
Трубы бесшовные горячедеформированные |
диаметром 219×45 |
Ударная вязкость при минус 20° С не менее 29 Дж/см2 |
|
|
88. |
08ГБЮ (350) |
ТУ 14-1-4358 (59) |
Листовая рулонная |
до 12 |
100 %-ный входной контроль на загиб |
|
89. |
30ХГСА (350) |
Трубы бесшовные горячедеформированные |
диаметром 219×45 |
Ударная вязкость при минус 40 °С не менее 29 Дж/см2 |
|
|
90. |
22ГЮ (352) |
ТУ 14-1-4598 (60) |
Листовой |
до 11 |
|
|
91. |
S 355 S1/B (355) |
ТУ 4835-027-04637473 (87) |
Гнутые замкнутые нагартованные профили |
толщиной от 4 до 6 размерами от 120×60 до 300×300 |
Ударная вязкость при минус 40 °С не менее 29 Дж/см2 |
|
92. |
S 355 J2H (355) |
||||
|
93. |
S 355 K2G3 (355) |
ТУ 4835-028-04637473 (88) |
Нагартованный листовой |
от 2 до 3,0 |
|
|
94. |
19ЮФТ (4 - 37) (365) |
ТУ 14-1-5172 (64) |
Горячекатаный листовой и рулонный |
от 3 до 8 |
Ударная вязкость при минус 40 °С не менее 29 Дж/см2 |
|
95. |
19ЮФТ (4 - 37) (365) |
ТУ 14-105-568 (75) |
Гнутые замкнутые сварные квадратные и прямоугольные |
от 3 до 8 |
Ударная вязкость при минус 40 °С не менее 29 Дж/см2 |
|
96. |
10Г2Б-12 (375) |
ГОСТ 19281 (41) |
Нормализованный листовой, |
до 10 |
|
|
97. |
Фасонный |
||||
|
98. |
12Г2Б-12 (390) |
ГОСТ 19281 (41) |
Нормализованный листовой |
до 10 |
|
|
99. |
14Г2АФ (390) |
Трубы бесшовные термообработанные |
до 22 |
Ударная вязкость при минус 40 °С не менее 29 Дж/см2 |
|
|
100. |
14Г2АФ-12 (390) |
ТУ 14-105-465 (74) |
Листовой термообработанный |
от 25 до 50 |
Гарантированные свойства в Z-плоскости |
|
101. |
14Г2АФ-12 (390) |
ГОСТ 19281 (41) |
Листовой термообработанный |
от 10 до 50 |
|
|
102. |
15Г2СФ-12 (390) |
ГОСТ 19281 (41) |
Листовой термообработанный, |
от 5 до 32 |
|
|
103. |
фасонный |
от 5 до 20 |
|||
|
104. |
Е40 (390) |
Листовой нормализованный |
от 5 до 40 |
Ударная вязкость при минус 40 °С не менее 29 Дж/см2 |
|
|
105. |
Полосовой термообработанный |
от 6 до 15 |
|||
|
106. |
FORM 500 С (400) |
ТУ 4835-024-04637473 (85) |
Гнутые замкнутые нагартованные профили |
толщиной от 2 до 3, с наружными размерами стенки от 20 до 50 |
Ударная вязкость KCV при минус 20 °С не менее 40 Дж/см2 |
|
107. |
09ГБЮ (430) |
ТУ 14-1-4358 (59) |
Листовой термообработанный |
от 4 до 12 |
Ударная вязкость при минус 40 °С не менее 59 Дж/см2 |
|
108. |
Гнутые замкнутые сварные термообработанные профили |
||||
|
109. |
09Г2ФБ (431) |
ТУ 14-1-4083 (56) |
Листовой нормализованный |
от 10 до 28 |
Ударная вязкость KCV при минус 15 °С не менее 59 Дж/см2 |
|
110. |
09Г2ФБ (450) |
до 9 |
|||
|
111. |
10Г2ФБ (431) |
ТУ 14-1-4083 (56) |
Листовой нормализованный |
от 10 до 28 до 9 |
Ударная вязкость KCV при минус 15 °С не менее 59 Дж/см2 |
|
112. |
10Г2ФБ (450) |
||||
|
113. |
16Г2АФ-12 (440) |
ГОСТ 19281 (41) |
Листовой термообработанный |
от 8 до 32 |
|
|
114. |
16Г2АФ-3 (390) |
Листовой термообработанный |
от 8 до 32 |
|
|
|
115. |
1 - 12 (440) |
ГОСТ В3-21967 (45) |
Листовой термообработанный |
от 6 до 9 |
|
|
116. |
1 - 12 (540) |
ГОСТ В3-21967 (45) |
Листовой термообработанный |
от 6 до 16 |
|
|
117. |
4 - 12 (500) |
ГОСТ В3-21967 (45) |
Листовой термообработанный |
от 40 до 80 |
|
|
118. |
4 - 12*) (500) |
ГОСТ В3-21968 (46) |
Листовой термообработанный |
от 40 до 80 |
|
|
119. |
7 - 12 (440) |
ГОСТ В3-21968 (46) |
Листовой термообработанный |
от 6 до 9 |
|
|
120. |
10Г2СФБ (500) |
ТУ 14-105-592 (76) |
Листовой термообработанный |
от 4 до 16 |
Ударная вязкость при минус 40 °С не менее 44 Дж/см2, после мехстарения не менее 39 Дж/см2 |
|
121. |
10Г2ФБЮ (500) |
ТУ 14-105-592 (76) |
Листовой термообработаный |
от 4 до 16 |
Ударная вязкость при минус 40 °С не менее 44 Дж/см2, после мехстарения не менее 39 Дж/см2 |
|
122. |
30ХГСА (500) |
Трубы бесшовные горячедеформированные |
Ø 219×45 |
Ударная вязкость при минус 40 °С не менее 29 Дж/см2 |
|
|
123. |
OPTIM 650МС***) (650) |
ТУ 4835-025-046377473 (86) |
Листовой термообработаный |
от 4 до 10 |
Ударная вязкость KCV при минус 20 °С не менее 40 Дж/см2 |
|
124. |
DOMEX 590 ХР (590) |
ТУ 4835-021-04637473 (82) |
Листовой термообработанный |
от 3 до 10 |
Ударная вязкость при минус 40 °С не менее 29 Дж/см2 |
|
125. |
DOMEX 640 ХР (640) |
ТУ 4835-019-046377473 (80) |
Листовой термообработанный |
от 3 до 10 |
Ударная вязкость при минус 40 °С не менее 29 Дж/см2 |
|
126. |
DOMEX 650 МС (650) |
ТУ 4835-020-046377473 (81) |
Листовой термообработанный |
от 3 до 10 |
Ударная вязкость при минус 40 °С не менее 29 Дж/см2 |
|
127. |
13ХГСН1МД*) (590, 490) |
ТУ 057764417-020 (89) |
Листовой термообработанный |
от 20 до 80 |
Ударная вязкость при минус 40 °С не менее 78 Дж/см2 |
|
128. |
14ХПСАФД*) (490) |
ТУ 14-1-3323 (54) |
Листовой термообработанный |
от 10 до 40 |
Ударная вязкость при минус 40 °С не менее 39 Дж/см2. |
|
129. |
14ХГ2САФД*) (588) |
||||
|
130. |
(686) |
||||
|
131. |
12ХН2МД (АБ1) (590) |
ТУ 14-1-4694 (61) |
Листовой термообработаный |
от 4 до 20 |
Ударная вязкость KCV при минус 40 °С не менее 74 Дж/см2 |
|
132. |
12ХН2МД-Ш (АБ1-Ш) (590) |
ТУ 14-1-4694 (61) |
Листовой термообработаный |
от 4 до 20 |
Ударная вязкость KCV при минус 40° С не менее 98 Дж/см2 |
|
133. |
15Г2МФЮТРчА (590) |
ТУ 14-1-5154 (63) |
Листовой термообработанный |
от 10 до 30 |
Ударная вязкость при минус 40 °С не менее 29 Дж/см2 |
|
134. |
3 - 12 (600) |
ГОСТ В3-21967 (45) |
Листовой термообработанный |
от 8 до 30 |
|
|
135. |
10ГДН1ФЮ (685) |
ТУ 14-1-5044 (62) |
Листовой термообработанный |
от 4 до 20 |
Ударная вязкость при минус 40 °С не менее 78 Дж/см2 |
|
136. |
14ХГНМД (686) |
ТУ 14-1-2659 (53) |
Листовой термоупрочненный |
от 3 до 30 |
Ударная вязкость при минус 40 °С не менее 39 Дж/см2 |
|
137. |
14ХГН2МДАФБ (690) |
ТУ 14-1-2659 (53) |
Листовой термообработаный |
от 4 до 50 |
Ударная вязкость при минус 40 °С не менее 39 Дж/см2 |
|
138. |
S690 QL**) (690) |
ТУ РМО-014/05 (91) |
Горячекатаный листовой |
от 4 до 50 |
Ударная вязкость KCV при минус 40 °С не менее 29 Дж/см2 |
|
139. |
S 700 МС**) (700) |
ТУ РМО-013/05 (90) |
Горячекатаный листовой |
от 4 до 12 |
|
|
140. |
WELDOX 700 Е (700) |
ТУ 4835-022-04637473 (83) |
Листовой термообработаный |
от 5 до 20 |
-//- |
|
141. |
Alform 700М**) (700) |
ТУ 4835-012-04637473 (78) |
Листовой термообработанный |
от 3 до 50 |
-//- |
|
142. |
DOMEX 700МС (700) |
ТУ 4835-016-04637473 (79) |
Листовой термообработанный |
от 2 до 10 |
-//- |
|
143. |
07Х3ГНМЮА (770) |
ТУ 14-3-1820 (72) |
Трубы бесшовные термообработанные |
до 5 |
100 %-ный входной контроль на изгиб |
|
144. |
07Х3ГНМЮА (784) |
ТУ 14-1-3370 (55) |
Листовой термообработанный |
до 20 |
Поставка в отожженном состоянии |
|
145. |
АК29ПК (900) |
ТУ 14-134-355 (77) |
Листовой нормализованный |
от 4 до 6 |
Ударная вязкость при минус 40 °С не менее 39 Дж2/см2 |
|
146. |
WELDОХ 960 Е (960) |
ТУ 4835-023-04637473 (84) |
Листовой |
от 5 до 30 |
Ударная вязкость KCV при минус 40 °С не менее 27 Дж/см2 |
|
147. |
12ДН2ФЛ (550) |
Отливка |
до 30 |
Ударная вязкость при минус 40 °С не менее 29 Дж/см2 |
|
|
148. |
LASER 420МС |
ТУ 4835-031-04637473-2010 |
Лист термообработанный |
4 - 10 |
1. Ударная вязкость КСV при минус 40 °С не менее 36 Дж/см2. 2. Исследовательская технология сварки аттестована НАКС 31.01.2011 г. |
|
149. |
09Г2С (315 … 390 |
Трубы холоднодеформированные |
От 2 до 5 мм диаметром от 22 до 57 мм |
100 % входной контроль на загиб |
|
|
150. |
В20 (245 … 330) |
||||
|
151. |
LASER 420МС |
ТУ 4835-031-04637473-2010 |
Толстолистовой, термообработанный |
10 - 25 |
1. Ударная вязкость KCV при минус 40 °С не менее 36 Дж/см2. 2. Исследовательская технология сварки аттестована НАКС 31.01.2011 г. |
|
152. |
Optim 650МС |
ТУ 4835-039-04637473-2011 |
Лист термообработанный |
4 - 10 |
1. Ударная Вязкость KCV при минус 40 °С не менее 36 Дж/см2. 2. Исследовательская технология сварки аттестована НАКС 10.05.2012 г. |
|
153. |
Optim 700МС |
ТУ 4835-038-04637473-2011 |
3 - 10 |
||
|
154. |
Optim 700QL |
ТУ 4835-037-04637473-2011 |
12 - 40 |
||
|
157. |
S700МС (700) |
EN 10149-2 ТУ РМО-013/05 (112) |
Горячекатаный листовой |
4 - 12 |
Ударная вязкость KCV при минус 40 °С не менее 29 Дж/см2. Стали применять для грузоподъемных машин с группой классификации (режима) работы А1 и А2 по ИСО 4301/1 |
|
158. |
S690QL (690) |
EN 10025-6 ТУ РМО-014/05 (113) |
Горячекатаный листовой |
4 - 50 |
(Измененная редакция. Изм. № 1, № 4, № 5, № 6, № 7)
________
*)При заказе необходимо оговаривать предел текучести и ударную вязкость.
**)Применять для грузоподъёмных машин с группы классификации (режима работы А1 и А2 по ИСО 4301/1).
***)Прежнее обозначение стали - RAEX 640 XCF (640).
Таблица 2 - Стали для изготовления сварных
конструкций грузоподъемных
машин исполнения ХЛ по ГОСТ
15150-69
|
№ п/п |
Марка стали, категория (класс прочности) |
Стандарт на техтребования к материалу (порядковый номер стандарта по приложению А) |
Вид заготовок (прокат, поковка, заготовка литая или поковка, труба) |
Толщина свариваемой кромки детали (проката, поковки, литой заготовки, трубы), мм |
Дополнительные требования |
|
1. |
2. |
3. |
4. |
5. |
6. |
|
200 |
09Г2С (265) |
ТУ 14-3-1128 (69) |
Трубы бесшовные |
от 4 до 16 |
Ударная вязкость при минус 60 °С не менее 29 Дж /см2 |
|
201 |
09Г2С-6 (265) |
Листовой горячекатаный |
св. 32 до 50 |
|
|
|
202 |
(295) |
св. 20 до 32 |
|||
|
203 |
(325) |
св. 10 до 20 |
|||
|
204 |
(345) |
от 8 до 10 |
|||
|
205 |
09Г2С (315 … 390) |
ГОСТ 17066 (40) |
Горячекатаная листовая и рулонная |
до 3,9 |
Ударная вязкость при минус 70 °С не менее 29 Дж /см2 |
|
206 |
09Г2С-15 (325 до 345) |
ГОСТ 19281 (41) |
Листовой, |
от 4 до 20 |
|
|
207 |
Фасонный горячедеформирован. |
до 10 |
|
||
|
208 |
09Г2С (345) |
ТУ 14-3-1818 (71) |
Трубы бесшовные прямоугольные нормализованные |
до 8 |
Ударная вязкость при минус 70 °С не менее 29 Дж/см2 |
|
209 |
09Г2С ДТУ-4 (390) |
ТУ 14-1-4218 (57) |
Деформационнотермически упрочненный листовой и рулонный |
от 2 до 10 |
Ударная вязкость при минус 70 °С не менее 29 Дж/см2 |
|
210 |
Ст3псДТУ-1*) (295) |
||||
|
211 |
Ст3сп ДТУ-1*) (295) |
||||
|
212 |
Ст3Гпс ДТУ-1*) (295) |
||||
|
213 |
Ст3пс ДТУ-2*) (325) |
||||
|
214 |
Ст3сп ДТУ-2*) (325) |
ТУ 14-1-4218 (57) |
Деформационнотермически упрочненный листовой и рулонный |
от 2 до 10 |
Ударная вязкость при минус 70 °С не менее 29 Дж/см2 |
|
215 |
Ст3Гпс ДТУ-2*) (325) |
||||
|
216 |
Ст3пс ДТУ-3*) (343) |
||||
|
217 |
Ст3сп ДТУ-3*) (343) |
||||
|
218 |
Ст3Гпс ДТУ-3*) (343) |
||||
|
219 |
09Г2-15 (305) |
ГОСТ 19281 (41) |
Фасонный горячекатаный |
до 11 |
|
|
220 |
09Г2 (305) |
ГОСТ 25577 (49) |
Гнутые замкнутые сварные профили |
100×100×6 140×140×7 |
Визуальный 100 %-ный входной контроль сварных швов |
|
221 |
09Г2С (315 ... 390) |
ГОСТ 17066 (40) |
Горячекатаная листовая и рулонная |
до 3,9 |
Ударная вязкость при минус 70 °С не менее 29 Дж /см2 |
|
222 |
12Г2С-15-1 (285) |
ТУ 14-1-4323 (58) |
Листовой горячекатаный |
от 41 до 60 |
|
|
(325) |
от 21 до 40 |
||||
|
223 |
(345) |
от 11 до 20 |
|||
|
224 |
(345) |
до 10 |
|||
|
225 |
(325) |
Фасонный |
от 11 до 20 |
||
|
226 |
(355) |
до 10 |
|||
|
227 |
12Г2С-15-2 (355) |
Листовой |
до 20 |
||
|
228 |
|||||
|
229 |
15ХСНД (315...390) |
ГОСТ 17066 (40) |
Горячекатаная листовая и рулонная |
до 3,9 |
Ударная вязкость при минус 70 °С не менее 29 Дж /см2 |
|
230 |
15ХСНД-15 (345) |
ГОСТ 19281 (41) |
Листовой, |
от 4 до 32 |
|
|
231 |
Фасонный |
до 11 |
|||
|
232 |
15ХСНД-15 (325) |
Листовой |
до 32 |
|
|
|
233 |
15ХСНД-6 (345) |
Листовой нормализованный |
от 8 до 32 |
|
|
|
234 |
10Г2Б-15 (375) |
ГОСТ 19281 (41) |
Листовой нормализованный |
до 10 |
|
|
235 |
12Г2Б-15 (390) |
ГОСТ 19281 (41) |
Листовой нормализованный |
до 10 |
|
|
236 |
10ХСНД (315 … 90) |
ГОСТ 17066 (40) |
Горячекатаная листовая и рулонная |
до 3,9 |
Ударная вязкость при минус 70 °С не менее 29 Дж /см2 |
|
237 |
10ХСНД-15 (390) |
ГОСТ 19281 (41) |
Фасонный |
от 4 до 11 |
|
|
238 |
Листовой нормализованный |
от 4 до 40 |
|
||
|
239 |
10ХСНД-3 (390) |
Листовой нормализованный |
до 40 |
|
|
|
240 |
Фасонный |
от 8 до 11 |
|
||
|
241 |
10ХСНД-6 (390) |
Листовой термообработанный |
от 8 до 40 |
|
|
|
242 |
08ГБЮ (390) |
ТУ 14-1-4358 (59) |
Листовой термообработанный |
от 4 до 12 |
Ударная вязкость при минус 60 °С не мене 49 Дж/см2 |
|
243 |
ГОСТ 25577 (49) |
Гнутые замкнутые сварные профили |
|||
|
244 |
14Г2АФ-15 (390) |
ТУ 14-105-465 (74) |
Листовой, закаленный с отпуском |
от 25 до 50 |
Гарантия свойств в Z-плоскости (вертикальной плоскости) |
|
245 |
14Г2АФ-15 (390) |
ГОСТ 19281 (41) |
Листовой термообработанный |
от 10 до 50 |
|
|
246 |
14Г2АФ (390) |
Трубы бесшовные термообработанные |
от 6 до 16 |
Ударная вязкость при минус 60 °С не менее 29 Дж/ см2 |
|
|
247 |
15Г2СФ-15 (390) |
ГОСТ 19281 (41) |
Листовой термообработаный |
до 32 |
|
|
248 |
Фасонный термообработаный |
до 11 |
|
||
|
249 |
09ГБЮ (430) |
ТУ 14-1-4358 (59) |
Листовой термообработан. |
о 4 до 12 |
Ударная вязкость при минус 60 °С не менее 59 Дж/ см2 |
|
250 |
Гнутые замкнутые сварные профили |
||||
|
251 |
09Г2ФБ (431) (450) |
ТУ 14-1-4083 (56) |
Листовой термообработанный |
от 10 до 28 |
Ударная вязкость при минус 60 °С не менее 59 Дж/см2 |
|
252 |
от 4 до 9 |
||||
|
253 |
10Г2ФБ (431) (450) |
Листовой с контролируемой прокаткой |
от 10 до 28 |
Ударная вязкость при минус 60 °С не менее 39 Дж/см2 |
|
|
254 |
от 4 до 9 |
||||
|
255 |
16Г2АФ-15 (440) |
ГОСТ 19281 (41) |
Листовой термообработанный |
от 10 до 32 |
Ударная вязкость при минус 70 °С не менее 29 Дж/ см2 |
|
256 |
16Г2АФ-6 (390) |
Листовой термообработанный |
св. 32 до 50 |
|
|
|
257 |
(440) |
от 8 до 32 |
|
||
|
258 |
10Г2ФБЮ (500) |
ТУ 14-105-592 (76) |
Листовой термообработанный |
от 4 до 16 |
Ударная вязкость при минус 60 °С 39 Дж/см2 После мехстарения не менее 39 Дж/см2 |
|
259 |
10Г2СФБ (500) |
||||
|
260 |
15ХГНМРАФАч*) (700) |
ТУ У 271-26416904-084 (92) |
Листовой термообработанный |
от 6 до 50 |
Ударная вязкость при минус 60 °С не менее 87 Дж/см2 |
|
261 |
15ХГН2МАФАч*) (960) |
||||
|
262 |
12ГН2МФАЮ (590) |
ТУ 14-1-1772 (52) |
Листовой термообработаный |
от 16 до 40 |
Ударная вязкость при минус 60 °С не менее 29 Дж/см2 |
|
263 |
15Г2МФЮТРчА (590) |
ТУ 14-1-5154 (63) |
Листовой термообработанный |
от 10 до 30 |
Ударная вязкость при минус 70 °С не менее 29 Дж/см2 |
|
155 |
Optim 700МС Plus |
ТУ 4835-040-04637473-2011 |
Лист термообработанный |
5 - 12 |
1. Ударная Вязкость KCV при минус 60 °С не менее 50 Дж/см2. 2. Исследовательская технология сварки аттестована НАКС 10.05.2012 |
(Измененная редакция. № 7)
________
*)При заказе металлопроката необходимо оговаривать предел текучести и ударную вязкость
Таблица 3 - Стали для сварных вспомогательных узлов
грузоподъемных
машин (лестницы, перила, переходные площадки, обшивки кабин и другие
вспомогательные конструкции).
|
3.1. Стали для изготовления конструкций грузоподъемных кранов исполнения |
|||||
|
№ п/п |
Марка стали, категория (класс прочности) |
Стандарт на техтребования к прокату, трубам (порядковый номер стандарта на сортамент по приложению А) |
Вид проката, трубы |
Толщина заготовки (проката, поковки, трубы), мм |
Дополнительные требования |
|
1. |
2. |
3. |
4. |
5. |
6. |
|
301. |
10 группы В (216) |
Трубы бесшовные горячедеформированные. |
до 7 |
|
|
|
302. |
20 группы В (245) |
Трубы бесшовные горячедеформированные |
до 7 |
|
|
|
303. |
20 группы В (245) |
Трубы бесшовные горячедеформир. |
до 10 |
|
|
|
304. |
20 группы В (245) |
ГОСТ 10705 (33) |
Трубы электросварные термообработанные |
до 10 |
В термообработанном состоянии |
|
305. |
Ст3пс (σв = 412) |
ГОСТ 16523 (39) |
Листовой, горячекатаный и холоднокатаный |
до 3,9 |
|
|
306. |
Ст3кп (σв = 360) |
ГОСТ 14637 (36) |
Листовой |
до 4,9 |
|
|
307. |
(σт = 235) |
Фасонный горячекат. |
|||
|
308. |
(σт = 235) |
ГОСТ 11474 (34) |
Гнут. профиль |
||
|
309. |
(σт = 235) |
Сортовой |
до 10 |
||
|
310. |
Ст3пс (245) |
ГОСТ 14637 (36) |
Листовой |
до 10 |
|
|
311. |
Ст3пс (245) |
Фасонный |
от 3 до 5 |
|
|
|
312. |
Ст3пс (245) |
ГОСТ 11474 (34) |
Гнут. профиль |
до 8 |
|
|
313. |
08пс (σв = 294) |
Термообработ. Листы, полоса. |
До 3,9 |
|
|
|
314. |
10 (σв = 333) |
Листовой, широкополосный универсальный полосовой |
до 3, 9 |
|
|
|
315. 316. |
15 (σв = 372) 15пс (σв = 353) |
Термообработ. Листы, полоса |
до 3,9 |
|
|
|
317. |
20 (σв = 410) |
Нормализованный, листовой; полосовой |
до 3,9 |
|
|
|
318. |
20пс (σв = 380) |
Термообработ. Листы 1 и 2 кат. |
|||
|
319. |
Ст3сп3 (235) |
ГОСТ 14637 (36) |
Листовой |
до 25 |
|
|
320. |
(235) |
Фасонный |
|||
|
321. |
(225) |
Сортовой |
до 25 |
|
|
|
322. |
Ст3Гпс3 (235) |
ГОСТ 14637 (36) |
Листовой |
до 30 |
|
|
(245) |
Фасонный |
до 20 |
|||
|
(225) |
Сортовой |
||||
|
323. |
Ст3пс3 (245) |
ГОСТ 11474 (34) |
Гнутый профиль |
до 8 |
|
|
324. |
Ст3сп5 (245) |
||||
|
3.2 Стали для изготовления конструкций грузоподъемных кранов исполнения ХЛ по ГОСТ 15150-69 |
|||||
|
№ п/п |
Марка стали, категория (класс прочности) |
Стандарт на техтребования к прокату, трубам (порядковый номер стандарта на сортамент по приложению Б1) |
Вид проката, труб, поковок |
Толщина заготовки (проката, трубы, поковки) мм |
Дополнительные требования |
|
1 |
2 |
3 |
4 |
5 |
6 |
|
325 |
Ст3пс5 (245) |
ГОСТ 11474 (34) |
Гнутый профиль термообработанный |
до 8 |
|
|
326 |
Ст3сп5 (245) |
ГОСТ 14637 (36) |
Листовой горячекатаный |
до 10 |
|
|
327 |
|||||
|
328 |
Фасонный горяч |
|
|||
|
Сортовой гор. |
до 16 |
|
|||
|
329 |
08 (σв = 323) (σт =196) |
Листовой нормализованный |
до 3,9 |
|
|
|
330 |
08пс (σв = 294) |
Полосы горячекатаные, |
|||
|
ГОСТ 16523 (39) |
листовой гор. |
||||
|
331 |
Ст3сп*) σв = 360 (σвт = 245) |
ГОСТ 16523 (39) |
Листовой горячекатаный |
до 3,9 |
|
|
332 |
10 (σв = 333) |
Листовой нормализованный, |
до 3,9 |
|
|
|
333. |
10 (σв = 295) |
ГОСТ 16523 (39) |
Листовой горячекатаный |
|
|
|
334. |
10 пс (σв = 333) |
Листовой нагартов без термообработки, нормализован. |
до 3,9 |
|
|
|
335 |
15 (σв = 372) |
Листовой нормализованный, |
до 3,9 |
|
|
|
336 |
15 (σв = 320) |
Листовой нагартов., без термообработки |
|
||
|
337 |
15пс (σв = 372) |
Листовой нормализованный |
до 3,9 |
|
|
|
338 |
15пс (σв = 315) |
ГОСТ 16523 (39) |
Листовой горячекатаный, термообработ. |
до 3,9 |
|
|
339 |
20 (σв = 412) |
Листовой нормализованный |
до 3,9 |
|
|
|
340 |
20 (σв = 372) |
Листовой нагартованый, листовой после отжига |
|
||
________
*)При заказе следует оговаривать класс прочности
5. Общие требования к выбору сварочных материалов
5.1 Выбор сварочных материалов производится по таблице 4. В таблице 4 сварочные материалы сгруппированы в два раздела: материалы для изготовления узлов машин в климатическом исполнении «У», «ТВ» и «ТС» (раздел 4.1) и материалы для изготовления узлов машин в исполнении «ХЛ» (раздел 4.2). При этом материалы, указанные в разделе 4.2, могут использоваться также в узлах машин в климатическом исполнении «У», «ТВ» и «ТС».
В таблице сварочные материалы распределены по группам сталей (углеродистые, низколегированные и т.п.). Для каждой группы сталей указаны соответствующие марки электродов, сварочной проволоки и флюсов, а также газовая среда. В скобках в таблице указана нормативная документация, регламентирующая основные требования к сварочным материалам.
5.2 При сварке конструкций, изготовленных из различных марок сталей, необходимо использовать сварочные материалы, применяемые для сварки более прочной стали, используемой в данном узле, если иное не предусмотрено в технической документации на конструкцию.
5.3 При выборе электродов необходимо, чтобы временное сопротивление разрыву наплавленного метала было бы в пределах 110 - 125 % от временного сопротивления свариваемых сталей. Например, электрод типа Э55 (временное сопротивление 540 МПа) рекомендуется применять для сварки сталей с временным сопротивлением от 430 до 450 МПа.
5.4 Сварку проволокой марки Св-08Г2С в среде углекислого газа (СО2) углеродистых и низколегированных сталей в конструкциях обычного и тропического исполнений производить проволокой диаметром не более 1,6 мм, конструкций исполнения «ХЛ» - проволокой диаметром не более 1,2 мм. Сварку в смеси углекислого газа с кислородом (СО2 + О2) или аргона с углекислым газом (Аr + СО2) конструкций любого исполнения допускается выполнять проволокой диаметром до 2,0 мм включительно.
5.5 При изготовлении сварных конструкций флюс АНК - 47 необходимо применять со сварочной проволокой Св-08МХ; флюс АН-67А - с проволокой Св-08ГМ или Св-08ГНМ, флюс Flux 10.70 - с проволокой OK Autrod 12.10. Для других флюсов допускается применять любую проволоку, указанную в соответствующей графе.
5.6 Для сварки в среде углекислого газа высокопрочных сталей с применением присадочных проволок, указанных в таблице 4, следует применять только сварочную двуокись углерода, поставляемую по ГОСТ 8050.
Использование пищевой двуокиси углерода не допускается.
5.7 Приварка вспомогательных элементов к несущим конструкциям производится сварочными материалами, применяемыми для сварки несущих конструкций.
5.8 Качество применённых сварочных материалов в сварных соединениях должно подтверждаться сертификатом поставщика и «Свидетельством об аттестации сварочных материалов» в соответствии с требованиями РД 03-613-03.
Таблица 4 - Сварочные материалы
|
Марки свариваемых сталей |
Сварка электродом |
Сварка проволокой |
|||
|
Тип электрода |
Марка электрода, обозначение ГОСТ на техтребования |
Марка проволоки при сварке: |
Марка флюса, обозначение ГОСТ на техтребования |
||
|
В среде углекислого газа или его смесях |
Под слоем флюса |
||||
|
1 |
2 |
3 |
4 |
5 |
6 |
|
4.1 Материалы для изготовления сварных узлов конструкций грузоподъемных кранов исполнения У, ТВ, ТС по ГОСТ 15150-69. |
|||||
|
Углеродистые (кроме термоулучшенных) |
Э42А |
УОНИ-13/45, |
Св-08Г2С (8) |
Св-08, Св-08А (8) |
ОСЦ-45 (28), OK Flux 10.70. |
|
Э46 |
ОЗС-4, ОЗС-6, УП-1/45, ОЗС-12, ОЗС-21, |
Weld-Team 10, OK Autrod 12.51 |
Св-08ГА (8), ОK Autrod 12.10 |
||
|
Низколегированные и углеродистые термоулучшенные |
Э46А |
ОЗС-22Р, УОНИ-13/55К, |
Св-08Г2С (8) Filarc PZ 6114S OK Tigrod 13.13 OK Tubrod 14.03 OK Autrod 13.29 OK Autrod 12/51 Св-10X19H11МАФ (8) |
Св-08ГА, Св-10Г2, Св-10ГА, Св-10НМА, Св-08ХМ, Св-08ХНМ, Св-08ГМ, Св-08ГНМ |
ОСЦ-45, АН-47, АН-65, АН-67А (28) |
|
Э50А |
УОНИ-13/55, К-5А, ИТС-4С, |
||||
|
Э55 |
ОК 75.75, ОК 75.78 |
Св-10Х19Н11МАФ (8) |
|||
|
Высокопрочные термоулучшенные |
Э60 |
ВСФ-65У, ОЗС-24М, |
Св-08ХН2ГМЮ, Св-08ХН2Г2СМЮ, Св-10ХГ2СМА, Св-07ХН3ГМТЮ (8), Св-10ХГСН2МТЮ, Св-08Х20Н9Г7Т, Св-04Н3ГСМТА (8), ПП-АН54 (8) |
Св-08ХН2ГМЮ Св-08ХН2Г2СМЮ, Св-10ХН2ГСМФТЮ (8), Св-07ХН3ГМФТЮ (8) |
АН-17, АН-43 (28) |
|
Э70 |
АНП-2, К-5НМХ, |
||||
|
Э80 |
ВСФ-85, |
||||
|
Э85 |
НИАТ-3М, |
Св-10Х19Н11МАФ, Св-10ХН2ГСМФТЮ (8) |
- |
|
|
|
Высокопрочные термоулучшенные |
Э100 |
OK Aristorod 13.29 (OK Autorod 13.29) ТУ 1227-020-55224353-2005 Megafil 1100М ТУ 1274-005-046979325-2004 |
- |
|
|
|
Высокопрочные стали |
- |
- |
ОK Aristorod 13.29 (ОK Autrod 13.29) EN 12534 ТУ 1227-020-55224353-2005 |
- |
- |
|
Углеродистые (кроме термоулучшенных), низколегированные и углеродистые термоулучшенные, высокопрочные термоулучшенные |
- |
- |
LNM MoNiVa (ТУ 1211-027-88301710-2010) |
- |
- |
|
4.2. Сварочные материалы для сварки конструкций исполнения ХЛ ГОСТ 15150-69 |
|||||
|
Низколегированные и углеродистые термоулучшенные |
Э46А |
УОНИ-13/55К, ОЗС-22Р, |
Св-08Г2С (8) |
Св-08ГА Св-10Г2, Св-8ХМ, Св-10НМА, Св-08ГНМ, Св-08МХ, Св-08ГМ (8) |
АНК-47, АН-65, АН-67А (28) |
|
Э50А |
ОЗС-18, ОЗС-25, ОЗС-28, УП-1/55, |
||||
|
Э55 |
|||||
|
Высокопрочные термоулучшенные |
Э60 |
ВСФ-65У, |
СВ-10ХН2ГСМФ1Ю Св-07ХН3ГМФТЮ (8) Св-08ХГСН2МТЮ (8) ПП-АН54 (8) |
Св-08ХН2ГМЮ Св-08ХН2Г2СМЮ (8) |
АН-17М (28) |
|
Э70 |
ВСФ-75У, |
||||
|
Э80 |
|||||
|
Э85 |
|||||
|
Э100 |
|||||
|
Низколегированные и термоулучшенные (углеродистые и высокопрочные) |
- |
- |
HMT 70 S-6 (ТУ 1227-001-50762040-2007) Ø 0,8; 1,0; 1,2; 1,6 |
- |
- |
(Измененная редакция. Изм. № 8)
6 Прочностные свойства рекомендуемых сталей.
6.1 В таблице 5 приведены значения нормативных сопротивлений (предел текучести при растяжении и временное сопротивление разрыву) сталей, используемых для изготовления, ремонта и реконструкции грузоподъемных машин.
6.2 В таблице 5 все марки сталей размещены по мере возрастания значений предела текучести, аналогично таблицам 1 - 3, но с разбивкой по толщине проката, труб (от меньшей к большей).
6.3 По данным значениям нормативного сопротивления должны определяться расчетные сопротивления стали при растяжении, сжатии и изгибе делением на коэффициент надежности (> 1), принимаемый по методике расчета, используемой для конкретного типа грузоподъемной машины.
Значение расчетного сопротивления стали при растяжении в направлении толщины (к плоскости) проката следует принимать равным 0,5 от расчетного сопротивления, определенного по нормативному временному сопротивлению.
Таблица 5 - Нормативные сопротивления сталей
|
Марка стали |
Толщина металлопродукции, в мм*) |
Нормативные сопротивления, МПа |
||
|
Предел текучести при растяжении |
Временное сопротивление разрыву |
|||
|
1 |
2 |
3 |
4 |
5 |
|
Ст3кп |
306, 307, 308, 309 |
4,9 (л) |
235 |
360 - 460 |
|
Ст3пс |
310, 311, 312 |
До 10 |
245 |
412 |
|
Ст3пс2 |
11, 12 |
4,9 (л) |
245 |
370 - 480 |
|
Ст3пс5 |
13, 14 |
От 5 до 20 |
245 |
370 - 480 |
|
Ст3пс3 |
323, 325 |
До 8 |
245 |
370 - 480 |
|
Ст3сп5 |
324, 326 |
До 8 |
245 |
370 - 480 |
|
Ст3сп5 |
326, 327 |
До 19 |
245 |
370 - 480 |
|
Ст3сп5 |
328 |
До 16 |
245 |
380 - 400 |
|
Ст3сп |
331 |
До 3,9 |
245 |
360 |
|
Ст3сп5 |
15, 16 |
От 5 до 20 |
245 |
380 - 400 |
|
Ст3Гсп5 |
18, 19 |
От 5 до 20 |
245 |
370 - 490 |
|
Ст3Гсп5 |
17 |
Св. 20 до 26 |
235 |
370 - 490 |
|
Ст3Гсп5 |
20 |
Св. 20 до 40 |
245 |
380 |
|
Ст3Гсп5 |
21 |
От 5 до 20 |
255 |
420 |
|
Ст3сп5 |
22, 23 |
До 9 |
245 |
380 |
|
Ст3сп6 |
24 |
От 10 до 40 |
295 |
420 |
|
Ст3Гсп6 |
25 |
От 10 до 40 |
295 |
420 |
|
Ст3пс |
305 |
До 3,9 |
245 |
412 |
|
Ст3сп3 |
319 |
До 25 |
235 |
380 |
|
Ст3сп3 (ф) |
320 |
До 25 |
235 |
380 |
|
Ст3сп3 |
321 |
До 25 |
225 |
380 |
|
Ст3Гпс3 |
322 |
До 30 |
235 |
380 |
|
Ст3Гпс3 |
322 |
До 20 |
245 |
410 |
|
Ст3Гпс3 |
322 |
До 20 |
225 |
380 |
|
08, 08пс |
313, 329, 330 |
3,9 (л) |
196 |
294, 323, 333 |
|
10, 10пс |
314, 332, 333, 334 |
3,9 (л) |
- |
295, 333 |
|
10В |
1, 301 |
До 7 |
216 |
353 |
|
15, 15пс |
315, 316, 335, 336, 337, 338 |
До 3,9 (л) |
- |
372, 353, 315, 320 |
|
20, 20пс |
317, 318, 339, 340 |
До 3,9 |
225,245 |
380, 410, 412, 372 |
|
20 |
2 |
От 6 до 60 |
225,245 |
380 - 372 |
|
20В |
3 |
До 10 |
245 |
412 |
|
20В |
4 |
До 28 |
225 |
490 |
|
20В |
5 |
До 35 |
225 |
490 |
|
20В |
302, 303, 304 |
От 7 до 10 |
245 |
412 |
|
20В |
6 |
От 3 до 7; от 8 до 28 |
225 |
410 |
|
20 |
7 |
Ø 402×2 и 483×36 |
196 |
390 |
|
16Д |
8 |
От 21 до 40 |
225 |
400 |
|
16Д |
9 |
До 20 |
235 |
380 |
|
Ст3ГпсДТУ-1 |
28, 212 |
До 10 |
295 |
430 |
|
Ст3псДТУ-2 |
31, 213 |
До 10 |
325 |
450 |
|
Ст3спДТУ-2 |
29, 214 |
До 10 |
325 |
450 |
|
Ст3ГпсДТУ-2 |
30, 215 |
До 10 |
295 - 325 |
430 - 450 |
|
Ст3псДТУ-3 |
34, 216 |
До 10 |
343 |
490 |
|
Ст3спДТУ-3 |
32, 217 |
До 10 |
343 |
490 |
|
Ст3ГпсДТУ-3 |
33, 218 |
До 10 |
343 |
490 |
|
Ст3ГспДТУ-1 |
26, 210 |
До 10 |
295 |
430 |
|
Ст3ГпсДТУ-1 |
27, 211 |
До 10 |
295 |
430 |
|
09Г2С-ДТУ-4 |
209 |
От 2 до 10 |
390 |
490 |
|
Ст3псДТУ-2 |
213 |
От 2 до 10 |
325 |
450 |
|
35В |
71 |
Ø 325×50 |
300 |
430 |
|
45-2 |
87 |
Ø 219×45 |
330 |
430 |
|
30ХГСА |
89 |
До 45 (т) |
350 |
686 |
|
19ЮФТ (Ч-37) |
94 |
От 3 до 8 |
365 |
480 |
|
12Г2С-12-2 |
64 |
От 20 до 40 (л) |
335 |
490 |
|
12Г2С-15-1 |
225 |
От 11 до 20 (л) |
325 |
490 |
|
12Г2С-15-1 |
233, 224 |
До 10 |
345 |
490 |
|
12Г2С-15-1 |
223 |
От 11 до 20 (ф) |
325 |
490 |
|
12Г2С-15-1 |
226 |
До 10 |
355 |
|
|
19ЮФТ |
95 |
От 3 до 8 (г. п.) |
365 |
480 |
|
10Г2Б-12/15 |
96,234 |
До 10 |
375 |
510 |
|
10Г2Б-12 |
97 |
До 10 |
375 |
510 |
|
12Г2Б-12/15 |
98,235 |
До 10 (л) |
390 |
510 |
|
14Г2АФ |
99 |
До 22 (т)/16 |
390 |
550 |
|
14Г2АФ-12/15 |
244, 245, 100, 101 |
До 50 |
390 |
550 |
|
FORM 500С |
108 |
От 2 до 3 |
400 |
580 |
|
15Г2СФ-12 |
10 |
От 5 до 32 |
390 |
510 |
|
10ХСНД |
80 |
До 32 (л) |
390 |
510 - 650 |
|
10ХСНД |
81 |
До 15 (ф) |
390 |
510 - 690 |
|
10ХСНД |
78 |
До 4 |
343 |
500 |
|
10ХСНД-2 |
79 |
До 2 (т) |
343 |
490 |
|
10ХСНД-3 |
82, 86, 239 |
До 40 (л) |
390 |
540 - 700 |
|
10ХСНД-3 |
83, 240 |
До 25 (ф) |
390 |
540 - 680 |
|
10ХСНД-12 |
84, 85 |
До 40/15 (л/ф) |
390 |
520 - 660 |
|
10ХСНД |
81(ф) |
От 5 до 15 |
390 |
510 |
|
10ХСНД |
236 |
До 3,9 |
315 - 390 |
490 |
|
10ХСНД-15 |
237 |
От 4 до 11 |
390 |
510 |
|
10ХСНД-6 |
241 |
От 8 до 40 |
390 |
510 |
|
08СБЮ-12 |
88 |
До 12 |
350 |
|
|
15Г2СФ-12 |
103 |
От 5 до 20 |
390 |
550 |
|
08ГБЮ |
242, 243 |
До 12 (г. п.) |
390 |
550 |
|
09ГБЮ |
107, 249 |
До 12 |
430 |
550 |
|
09ГБЮ |
108, 250 |
До 12 (г. п.) |
430 |
580 |
|
09Г2ФБ |
109, 251 |
До 28 |
431 |
519 |
|
09Г2ФБ |
110, 252 |
До 9 |
450 |
550 |
|
10Г2ФБ |
111, 253 |
До 28 |
431 |
519 |
|
10Г2ФБ |
112, 254 |
До 9 |
450 |
550 |
|
16Г2АФ-12/15 |
113, 255 |
До 32 |
440 |
590 |
|
16Г2АФ-3 |
114 |
От 8 до 32 |
390 |
510 |
|
1-12 |
115 |
От 6 до 9 |
440 |
- |
|
1-12 |
116 |
От 6 до 16 |
540 |
- |
|
10ХСНД-15 |
238 |
До 40 |
390 |
530 |
|
4-12 |
118 |
От 40 до 80 |
500 |
- |
|
4-12 |
117 |
От 40 до 80 |
500 |
- |
|
7-12 |
119 |
От 6 до 9 |
440 |
- |
|
DOMEX 590ХР |
124 |
От 3 до 10 |
590 |
650 |
|
10Г2СФБ |
120, 259 |
От 4 до 16 |
500 |
610 |
|
10Г2ФБЮ |
121, 258 |
От 4 до 16 |
500 |
610 |
|
OPTIM 650МС |
123 |
От 4 до 10 |
650 |
700 - 860 |
|
DOMEX 640ХР |
125 |
От 3 до 10 |
640 |
700 |
|
3-12 |
134 |
От 8 до 30 |
600 |
- |
|
13ХГСН1МД |
127 |
От 20 до 80 |
490 |
590 |
|
14ХГ2САФД |
129 |
От 10 до 40 |
588 |
686 |
|
14Г2АФ |
246 |
От 6 до 16 |
390 |
550 |
|
15Г2СФ-15 |
247 |
До 32 |
390 |
510 |
|
15Г2СФ-15 |
248 |
До 11 |
390 |
550 |
|
16Г2АФ-6 |
256 |
Св. 32 до 50 |
390 |
510 |
|
15ХГНМРАФАч |
260 |
От 6 до 50 |
700 |
810 |
|
15ХГНМРАФАч |
261 |
От 6 до 50 |
960 |
1000 |
|
12ГН2МФАЮ |
262 |
От 16 до 40. |
590 |
690 |
|
15Г2МФЮТРчА |
263 |
От 10 до 30 |
590 |
695 |
|
10Г2 |
36 |
От 4 до 25 (т) |
265 |
421 |
|
09Г2-12 |
37 |
От 12 до 32 |
265 |
470 |
|
09Г2-12 |
38 |
От 5 до 32 |
295 |
430 |
|
09Г2-2 |
39 |
От 4 до 4,9 |
305 |
360 |
|
09Г2-2 |
40 |
До 12 |
305 |
360 |
|
09Г2-12 |
41 |
От 5 до 20 |
305 |
440 |
|
09Г2С-12 |
47 |
От 5 до 25 |
265 - 345 |
470 |
|
09Г2С-12 |
48 |
От 13 до 60 |
265 - 345 |
470 |
|
09Г2С |
205, 49, 221 |
До 3,9 |
315 - 390 |
440 |
|
09Г2С-12 |
50 |
От 3 до 25 |
335 |
470 |
|
09Г2С-3 |
52 |
От 8 до 10 |
345 |
490 |
|
09Г2С-3 |
54 |
Св. 20 до 32 |
295 |
430 |
|
09Г2С-3 |
55 |
Св. 32 до 50 |
265 |
450 |
|
09Г2С |
203 |
Св. 10 до 20 |
325 |
470 |
|
09Г2С-6 |
201 |
Св. 32 до 50 |
265 |
430 |
|
09Г2С-6 |
202 |
Св. 20 до 32 |
295 |
470 |
|
09Г2С-6 |
203 |
Св. 10 до 20 |
325 |
470 |
|
09Г2С-6 |
204 |
От 8 до 10 |
345 |
490 |
|
09Г2С-15 |
206 |
От 4 до 20 |
325 - 345 |
490 |
|
09Г2С-15 |
207 |
До 10 |
325 - 345 |
490 |
|
09Г2С |
208 |
До 8 |
345 |
490 |
|
20Х |
35 |
До 20/50 |
230 - 275 |
440, 450, 430 |
|
09Г2С |
51 |
От 2 до 4 (т) |
343 |
490 |
|
09Г2С-3 |
53 |
От 10 до 20 |
324 |
471 |
|
09Г2С-3 |
55 |
До 50 |
265 |
430 |
|
09Г2С-12 |
46 |
До 60 (л) |
265 |
430 |
|
S 355 S1/B |
91 |
До 6 (г. п.) |
355 |
470 - 680 |
|
S 355 J2H |
92 |
До 6 (г. п.) |
355 |
470 - 680 |
|
S 355 K2G3 |
93 |
До 3 (г. п.) |
355 |
510 - 680 |
|
09Г2С |
51 |
От 2 до 4 (г. п.) |
343 |
490 |
|
Е32 |
72 |
От 5 до 50 (л) |
315 |
440 - 590 |
|
Е40 |
104 |
От 5 до 40 |
390 |
440 - 590 |
|
Е40 |
105 |
От 6 до 15 |
390 |
440 - 590 |
|
09Г2 |
220, 44 |
До 7 (г. п.) |
305 |
440 |
|
09Г2-3 |
42 |
От 20 до 32 (л) |
295 |
430 |
|
09Г2-3 |
43 |
От 8 до 20 (л) |
305 |
440 |
|
12Г2С-3 |
57 |
От 8 до 50 (с) |
285 |
450 |
|
09Г2 |
45 |
До 3,9 (л) |
314 |
440 |
|
09Г2-15 |
219 |
До 11 (ф) |
305 |
440 |
|
45-2 |
62 |
До 45 (т) |
330 |
588 |
|
18ЮТ |
73 |
От 2,5 до 8 |
325 |
450 |
|
18ЮТ |
74 |
От 2,5 до 8 (г. п.) |
330 |
450 |
|
16ГС-2 |
66 |
До 4,9 |
325 |
400 |
|
16ГС-12 |
65 |
До 32 |
295 |
470 |
|
16ГС-3 |
67 |
От 8 до 10 |
325 |
500 |
|
16ГС-3 |
70 |
Св. 32 до 50 |
265 |
410 |
|
16ГС-3 |
68 |
Св. 10 до 20 |
315 |
400 |
|
16ГС-3 |
69 |
Св. 20 до 32 |
295 |
440 |
|
12Г2С-12-1 |
58 |
От 10 до 20 (л) |
285 |
470 |
|
12Г2С-15-1 |
222 |
От 41 до 60 (ф) |
285 |
470 |
|
12Г2С-12-1 |
60 |
До 10 (ф) |
345 |
490 |
|
12Г2С-12-2 |
61 |
До 20 (л) |
355 |
490 |
|
12Г2С-12-2 |
62 |
До 10 (л) |
375 |
510 |
|
12Г2С-15-2 |
227, 228 |
От 10 до 20 (л) |
355 |
490 |
|
12Г2С-12-2 |
63 |
До 20 (л) |
355 |
500 |
|
12Г2-12 |
59 |
От 10 до 20 |
335 |
490 |
|
22ГЮ |
90 |
До 11 |
352 |
490 |
|
15ХСНД-12 |
75 |
До 32 |
325 |
490 |
|
15ХСНД-12 |
76 |
До 20 (ф) |
325 |
490 |
|
15ХСНД-12 |
77 |
От 8 до 32 |
353 |
481 |
|
15ХСНД |
229 |
До 3,9 |
315 - 390 |
|
|
15ХСНД-15 |
230 |
От 4 до 32 |
345 |
490 |
|
15ХСНД-15 |
231 |
До 11 |
345 |
490 |
|
15ХСНД-15 |
232 |
До 32 |
325 |
470 |
|
15ХСНД-6 |
233 |
От 8 до 32 |
345 |
490 |
|
14ХГ2САФД |
130 |
От 10 до 40 |
686 |
780 |
|
12ХН2МД(АБ1) |
131 |
От 4 до 20 |
590 |
690 |
|
12ХН2МД-Ш |
132 |
От 3 до 20 |
590 |
690 |
|
15Г2МФЮТРчА |
133 |
От 10 до 30 |
590 |
695 |
|
10ГДН1ФЮ |
135 |
От 4 до 20 |
685 |
720 |
|
10ХНМД (АБ-2) |
|
До 20 |
685 |
740 |
|
10ХН3МД-Ш (АБ2-Ш) |
142 |
До 20 |
685 |
740 |
|
12Х2Г2НМФТ |
143 |
До 35 |
685 |
До 785 |
|
12Х2Г2НМФТ |
144 |
До 35 |
980 |
1175 |
|
14ХГНМД |
136 |
От 3 до 30 |
686 |
784 - 882 |
|
14ХГН2МДАФБ |
137 |
От 4 до 50 |
690 |
880 |
|
15ХГНМФТ |
147 |
До 12 |
690 |
805 |
|
DOMEX 690 |
125 |
До 6 |
690 |
820 |
|
WELDOX 700Е |
140 |
От 5 до 20 |
700 |
810 |
|
07Х3ГНМЮА |
143 |
До 5 |
770 |
850 |
|
07Х3ГНМЮА |
144 |
До 20 |
784 |
980 |
|
АК29ПК |
145 |
От 4 до 6 |
900 |
1150 |
|
30ХГСА |
122 |
До 45 |
500 |
700 |
|
08-20 |
10 |
От 4 до 25; от 6 до 25 |
245 |
410 |
|
WELDOX 960Е |
146 |
От 5 до 30 |
960 |
980 - 1100 |
|
35В |
155 |
До 50 |
300 |
520 |
|
12ДН2ФЛ |
147 |
До 30 |
550 |
650 |
|
S 700МС |
139 |
От 4 до 12 |
700 |
750 - 950 |
|
S 690QL |
138 |
От 4 до 50 |
690 |
770 - 940 |
|
Alform 700М |
141 |
От 3 до 50 |
680 - 700 |
750 - 1050 |
|
S700МС |
157 |
4 - 12 |
700 |
750 - 950 |
|
S690QL |
158 |
4 - 50 |
690 |
770 - 940 |
|
LASER 420МС |
148 |
4 - 10 |
420 |
490 - 590 |
|
09Г2С |
149 |
от 2 до 5 |
315 … 390 |
430 … 520 |
|
В20 |
150 |
от 2 до 5 |
245 … 330 |
372 … 476 |
|
LASER 420МС |
151 |
10 - 25 |
420 |
495 - 565 |
|
Optim 650МС |
152 |
4 - 10 |
650 |
700 - 860 |
|
Optim 700МС |
153 |
3 - 10 |
700 |
750 - 930 |
|
Optim 700QL |
154 |
12 - 40 |
700 |
770 - 940 |
|
Optim 700MC Plus |
155 |
5 - 12 |
690 |
750 - 930 |
(Измененная редакция. Изм. № 1, № 4, № 5, № 6, № 7)
*)Примечание: в таблице 5 приведены следующие условные обозначения:
л - листовой прокат;
ф - фасонный прокат;
с - сортовой прокат;
г. п. - горячий прокат;
т - термообработанный.
ПРИЛОЖЕНИЕ А
ПЕРЕЧЕНЬ
нормативной и другой технической документации, использованной
при разработке РД 22-16-2005*
Таблица 1А
|
п/п |
Номер стандарта, технических условий |
Наименование нормативного документа |
|
1 |
2 |
3 |
|
Прокат стальной горячекатаный широкополосный универсальный. Сортамент |
||
|
Полоса стальная горячекатаная. Сортамент |
||
|
Саль углеродистая обыкновенного качества. Марки. |
||
|
Прокат сортовой и фасонный из стали углеродистой обыкновенного качества. Общие технические условия. |
||
|
Трубы стальные бесшовные для нефтеперерабатывающей и нефтехимической промышленности. Технические условия |
||
|
Прокат сортовой, калиброванный, со специальной отделкой поверхности из углеродистой качественной конструкционной стали. Общие технические условия. |
||
|
Прокат листовой и широкополосный универсальный из горячекатаной качественной стали. |
||
|
Проволока стальная сварочная. Технические условия. |
||
|
Прокат стальной горячекатаный круглый. Сортамент. |
||
|
Прокат сортовой стальной горячекатаный квадратный. Сортамент. |
||
|
Сталь легированная конструкционная. Технические условия. |
||
|
Прокат стальной для судостроения. Технические условия. |
||
|
Прокат низколегированный конструкционный для мостостроения. Технические условия. |
||
|
Сталь. Метод определения склонности к механическому старению по испытанию на ударный изгиб. |
||
|
Двуокись углерода газообразная и жидкая. Технические условия |
||
|
Двутавры стальные горячекатаные. Сортамент. |
||
|
Швеллеры стальные горячекатаные. Сортамент. |
||
|
Поковки из конструкционной углеродистой и легированной стали. Общие технические требования. |
||
|
Уголки стальные горячекатаные равнополочные. Сортамент. |
||
|
Уголки стальные горячекатаные неравнополочные. Сортамент. |
||
|
Трубы стальные прямоугольные. Сортамент. |
||
|
Трубы стальные квадратные. Сортамент. |
||
|
Сварка под флюсом. Соединения сварные. Основные типы, конструктивные элементы и размеры. |
||
|
Трубы стальные бесшовные горячедеформированные. Технические условия. |
||
|
Трубы стальные бесшовные горячедеформированные. Сортамент. |
||
|
Трубы стальные бесшовные холоднодеформированные и теплодеформированные. Общие технические требования. |
||
|
Трубы стальные бесшовные холоднодеформированные Сортамент. |
||
|
Флюсы сварочные плавленые. Технические условия. |
||
|
Металлы. Метод испытания на ударный изгиб при пониженных, комнатной и повышенных температурах. |
||
|
Электроды покрытые металлические для ручной дуговой сварки сталей и наплавки. Классификация и общие технические условия. |
||
|
Электроды покрытые металлические для ручной дуговой сварки конструкционных и теплоустойчивых сталей. Типы. |
||
|
Трубы стальные электросварные прямошовные. Сортамент. |
||
|
Трубы стальные электросварные прямошовные. Технические условия. |
||
|
Профили стальные гнутые. Технические условия. |
||
|
Трубы стальные профильные. Технические условия. |
||
|
Прокат толстолистовой из углеродистой стали обыкновенного качества. Технические условия. |
||
|
Дуговая сварка в защитном газе. Соединения сварные. Основные типы, конструктивные элементы и размеры. |
||
|
Машины, приборы и другие технические изделия. Исполнения для различных климатических районов. Условия эксплуатации, хранения и транспортировки в части воздействия климатических факторов внешней среды. |
||
|
Прокат тонколистовой из углеродистой стали качественной и обыкновенного качества общего назначения. Технические условия. |
||
|
Прокат тонколистовой из стали повышенной прочности |
||
|
Прокат из стали повышенной прочности. Общие технические условия. |
||
|
Балки двутавровые и швеллеры стальные специальные. Сортамент. |
||
|
Уголки стальные гнутые равнополочные. Сортамент. |
||
|
Прокат листовой горячекатаный. Сотамент. |
||
|
ГОСТ В3-21967-90 |
Листы стальные, броневые противопульные. Общие технические условия. |
|
|
ГОСТ В3-21968-90 |
Листы стальные, броневые противопульные. Технические условия. |
|
|
Стали и сплавы. Унифицированные марки. |
||
|
Входной контроль продукции |
||
|
Профили стальные гнутые замкнутые сварные квадратные и прямоугольные. Технические условия. |
||
|
Двутавры стальные горячекатаные с параллельными гранями полок. Сортамент. |
||
|
Проволока порошковая для дуговой сварки углеродистых и низколегированных сталей. Общие технические условия. |
||
|
ТУ 14-1-1772-76 |
Прокат толстолистовой высокой прочности из легированной конструкционной стали марок 12ГН2МФАЮ (ВС-1), 12ГН2МФАЮ-Ш (ВС-1Ш) и 12ГН2МФАЮ-У (ВС-1-У) |
|
|
ТУ 14-1-2659-2003 |
Прокат листовой из легированной конструкционной стали марок 14ХГНМДФБ, 14ХГН2МДАФБ и 14ХГНМДФБ-Ш |
|
|
ТУ 14-1-3323-2004 |
Прокат толстолистовой горячекатаный из низколигированной стали марки 14ХГ2САФД |
|
|
ТУ 14-1-3370-2006 |
Прокат листовой холоднокатаный и горячекатаный из легированной конструкционной стали марки 07ХЗГНМЮА. |
|
|
ТУ 14-1-4083-86 |
Прокат листовой из низколегированной стали улучшенной свариваемости и хладостойкости |
|
|
ТУ 14-1-4218-2006 |
Прокат упрочненный листовой и рулонный из стали углеродистой обыкновенного качества и низколегированной |
|
|
ТУ 14-1-4323-2007 |
Прокат листовой, широкополосный универсальный и фасонный из низколегированной стали марки 12Г2С с повышенным уровнем механических свойств. |
|
|
ТУ 14-1-4358-87 |
Прокат листовой и рулонный из стали марок 08ГБЮТ, 09ГБЮ и 08ГБЮТР для электросварных и ТВЧ труб северного исполнения. Опытная партия. |
|
|
ТУ 14-1-4598-89 |
Прокат рулонный горячекатаный марки 22ГЮ для электросварных обсадных труб. |
|
|
ТУ 14-1-4694-89 |
Прокат толстолистовой свариваемый из легированной стали марок 12ХН2МД-Ш (АБ1-Ш) и 12ХН2МД (АБ1) |
|
|
ТУ 14-1-5044-91 |
Прокат толстолистовой из низколегированной стали марки 10ГДН1ФЮ |
|
|
ТУ 14-1-5154-92 |
Прокат листовой из легированной высокопрочной конструкционной стали |
|
|
ТУ 14-1-5172-92 |
Прокат горячекатаный листовой и рулонный из низколегированной стали с повышенным сопротивлением усталости |
|
|
Прокат толстолистовой высококачественный из углеродистой, низколегированной и легированной стали |
||
|
ТУ 14-3-556-77 |
Трубы бесшовные холоднодеформированные из стали марки 10ХСНД и 09Г2С |
|
|
Трубы стальные бесшовные горячедеформированные для газопроводов, газлифтных систем и обустройства газовых месторождений |
||
|
ТУ 14-3-1079-91 |
Трубы стальные бесшовные горячекатаные толстостенные из литого слитка. |
|
|
ТУ 14-3-1128-83 |
Трубы стальные бесшовные горячедеформированные для газопроводов, газлифтных систем и обустройства газовых месторождений. |
|
|
ТУ 14-3-1171-83 |
Трубы стальные холоднодеформированные прямоугольные. |
|
|
ТУ 14-3-1818-91 |
Трубы стальные горячедеформированные прямоугольные из стали марки 09Г2С. Технические условия. |
|
|
ТУ 14-3-1820-91 |
Трубы бесшовные холоднодеформированные из стали марки 07Х3ГНМЮА |
|
|
ТУ 14-3Р-50-2001 |
Трубы стальные бесшовные горячекатаные толстостенные из литого слитка |
|
|
ТУ 14-105-465-89 |
Сталь толстолистовая горячекатаная термообработанная марки 14Г2АФ. |
|
|
ТУ 14-105-568-89 |
Профили стальные гнутые замкнутые сварные квадратные и прямоугольные. |
|
|
ТУ 14-105-592-96 |
Прокат из сталей марок 10Г2СФБ и 10Г2ФБЮ для горячестроения. Опытная партия. |
|
|
ТУ 14-134-355-95 |
Листовой прокат из стали АК29ПК толщиной до 6 мм. |
|
|
ТУ 4835-012-04637473-2008 |
Прокат листовой повышенной прочности мелкозернистый термоупрочнённый Alform 700М. Технические условия. |
|
|
ТУ 4835-016-04637473-2009 |
Прокат листовой высокопрочный горячекатаной стали для холодной формовки DOMEX 700МС |
|
|
ТУ 4835-019-04637473-2010 |
Прокат листовой высокопрочный горячекатаной стали для холодной формовки DOMEX 640ХР. |
|
|
ТУ 4835-020-04637473-2010 |
Прокат листовой высокопрочный горячекатаной стали для холодной формовки DOMEX 650МС. |
|
|
ТУ 4835-021-04637473-2010 |
Прокат листовой высокопрочный горячекатаной стали для холодной формовки DOMEX 590ХР. |
|
|
ТУ 4835-022-04637473-2010 |
Прокат листовой высокопрочной конструкционной стали для холодной формовки WELDOX 700 Е |
|
|
ТУ 4835-023-04637473-2010 |
Прокат листовой высокопрочной конструкционной стали для холодной формовки WELDOX 960 Е |
|
|
ТУ 4835-024-04637473-2010 |
Высокопрочные тонкостенные стальные трубы Form 500С |
|
|
ТУ 4835-025-04637473-2010 |
Прокат листовой высокопрочной конструкционной стали OPTIM 650МС (RAEX 640XCF) |
|
|
ТУ 4835-027-04637473-2010 |
Прокат конструкционный прямоугольного и квадратного сечения из стали S 355 J2H, S1/B. |
|
|
ТУ 4835-028-04637473-2010 |
Прокат листовой из конструкционной стали S 355 K2G3 |
|
|
ТУ 057764417-020-94 |
Листы из стали марки 13ХГСН1МД. Технические условия. |
|
|
ТУ РМО-013/05 |
Прокат листовой низколегированный повышенной прочности конструкционный. Технические условия. |
|
|
ТУ РМО 014/05 |
Прокат толстолистовой низколегированный повышенной прочности конструкционный. |
|
|
ТУ У 27.1-26416904-084 |
Прокат толстолистовой из легированной стали марки 15ХГН2МАФАч (вместо ТУ 14-16-84) |
|
|
Инструкция по визуальному и измерительному контролю. |
||
|
Порядок применения сварочных материалов при изготовлении, монтаже, ремонте и реконструкции технических устройств для опасных производственных объектов. |
||
|
Порядок применения сварочных технологий при изготовлении, монтаже, ремонте и реконструкции технических устройств для опасных производственных объектов. |
||
|
РД 22-28-33-94 |
Инструкция по входному контролю металлопроката и присадочных материалов при ремонтном производстве |
|
|
Руководящий нормативный документ. Краны башенные строительные. Нормы расчета. |
||
|
Машины грузоподъемные. Общие требования и нормы изготовления. |
||
|
Отливки стальные. Общие технические условия. |
||
|
100 |
ТУ 1211-027-88301710-2010 |
Проволока сварочная LNM MoNiVa |
|
101 |
ТУ 4835-039-04637473-2011 |
Прокат листовой высокопрочный конструкционной стали Optim 650МС |
|
102 |
ТУ 4835-038-04637473-2011 |
Прокат листовой высокопрочный конструкционной стали Optim 700МС |
|
103 |
ТУ 4835-037-04637473-2011 |
Прокат листовой высокопрочный конструкционной стали Optim 700QL |
|
104 |
ТУ 4835-040-04637473-2011 |
Прокат листовой высокопрочный конструкционной стали Optim 700МС |
|
105 |
ТУ 1227-001-50762040-2007 |
Проволока сварочная омедненная сплошного сечения HMT 70 S-6 |
|
EN 10149-2 |
EN 10149-2 Hot-rolled flat products made of high yield strengt steels for cold forming - Part 2: Delivery conditions for thermomechanically rolled steels. Прокат плоский горячий из стали с высоким пределом текучести для формоизменения в холодном состоянии. Часть 2. Условия поставки для катанной стали, подвергнутой термомеханической обработке. |
|
|
ТУ РМО-013/05 |
Прокат листовой низколегированный повышенной прочности конструкционный. |
|
|
EN 10025-6 |
EN 10025-6 Hot-rolled products of structural steels - Part 6: Technical delivery conditions for flat products of high yield strengt structural steels in the quenched and tempered conditions. Изделия горячекатанные из конструкционной стали. Часть 6. Технические условия поставки для плоских изделий из конструкционной стали с высоким пределом текучести в закаленном и отпущенном состоянии. |
|
|
ТУ РМО-014/05 |
Прокат - толстолистовой низколегированной повышенной прочности конструкционный. |
(Измененная редакция. Изм. № 1, № 4, № 6, № 7, № 8)
ПРИЛОЖЕНИЕ Б
ПЕРЕЧЕНЬ
марок сталей, рекомендованных РД
22-16-2005*
Таблица 1Б
|
Марка стали |
Марка стали |
||
|
1-12 |
115, 116 |
12ГН2МФАЮ |
262 |
|
3-12 |
134, 127 |
12ХН2МД |
131 |
|
4-12 |
117, 118 |
12ХН2МД-Ш |
132 |
|
7-12 |
119 |
13ХГСН1МД |
127 |
|
07Х3ГНМЮА |
143, 144 |
14Г2АФ |
99, 246 |
|
08-20 |
10, 329 |
14Г2АФ-12 |
100, 101 |
|
08пс |
313, 330 |
14Г2АФ-15 |
244, 245 |
|
10Г2СФБ |
120 |
14ХГ2САФД |
128, 129, 130 |
|
10Г2ФБЮ |
121 |
14ХГНМД |
136 |
|
08ГБЮ |
88, 242, 243 |
14ХГН2МДАФБ |
137 |
|
09ГБЮ |
107, 108, 249, 250 |
15 |
315, 335, 336 |
|
09Г2 |
44, 45, 220 |
15пс |
316, 337, 338 |
|
09Г2-2 |
39, 40 |
15Г2МФЮТРчА |
133, 263 |
|
09Г2-12 |
37, 38, 41 |
15Г2СФ-12 |
102, 103 |
|
09Г2С |
49, 51, 56, 200, 205, 208, 221 |
15Г2СФ-15 |
247, 248 |
|
Е40 |
104,105 |
15ХГНМРАФАЧ |
260 |
|
09Г2С-12 |
46, 47, 48, 50 |
15ХГН2МАФАЧ |
261, 278 |
|
12Г2В-12 |
98 |
15ХСНД-2 |
239, 240 |
|
10Г2ФБ |
111, 112 |
15ХСНД-12 |
75, 76 |
|
09Г2С-15 |
206, 209 |
15ХСНД-12-2 |
80 |
|
09Г2С-6 |
201, 202, 203, 204 |
15ХСНД-12-3 |
81 |
|
09Г2С-ДТУ-4 |
209 |
15ХСНД-15 |
230, 231, 232 |
|
09Г2-15 |
219 |
15ХСНД-15-2 |
244 |
|
09Г2ФБ |
109, 110 |
15ХСНД-15-3 |
245 |
|
10 |
314, 332, 333 |
16Г2АФ-3 |
114 |
|
10 группы В |
1, 301 |
16Г2АФ-12 |
113 |
|
10пс |
334 |
16Г2АФ-15 |
255 |
|
10Г2 |
36 |
16ГС-2 |
66 |
|
10Г2Б-12 |
96, 97 |
16ГС-12 |
65 |
|
10Г2Б-15 |
234 |
16ГС-12-2 |
67 |
|
12ДН2ФЛ |
147 |
16ГС-12-3 |
68 |
|
10ГДН1ФЮ |
140 |
16Д |
8,9 |
|
10ХСНД |
78, 80, 81, 236 |
18ЮТ (Ч-33) |
73, 74 |
|
10ХСНД-3 |
82, 83, 86, 239, 240 |
19ЮФТ (Ч-37) |
94, 95 |
|
10ХСНД-12 |
84, 85 |
20 |
2, 7, 317, 339, 340 |
|
10ХСНД-15 |
237, 238 |
20 (группы В) |
3, 4, 5, 6, 302, 303, 304 |
|
10ХСНД-15-2 |
227, 228 |
20пс |
318 |
|
12Г2С-12-1 |
58, 60, 222 - 226 |
22ГЮ |
90 |
|
12Г2С-12-2 |
61 - 64 |
10ГДН1ФЮ |
135 |
|
10ХСНД-2 |
79 |
12ГН3МФАЮДР-Ш |
282 |
|
12Г2С-3 |
57 |
АК29ПК |
145 |
|
09Г2-3 |
42, 43 |
16ГС-3 |
67 - 70 |
|
09Г2С-3 |
52, 53, 54, 55 |
15ХСНД-3 |
77 |
|
12Г2С-12 |
59 |
Е32 |
72 |
|
10ХСНД-2 |
79 |
15ХСНД |
229 |
|
|
|
15ХСНД-6 |
233 |
|
12Г2Б-15 |
235 |
16Г2АФ-1 |
256, 257 |
|
10ХСНД-6 |
241 |
15 |
315, 335, 336 |
|
09Г2ФБ |
251, 252 |
15пс |
316, 337, 338 |
|
10Г2ФБ |
253, 254 |
Ст3сп3 |
319, 320, 321 |
|
10Г2ФБЮ |
258 |
Ст3пс3 |
323 |
|
10Г2СФБ |
259 |
12ГН3МФАЮДР-СШ |
281 |
|
12Г2С-15-1 |
231, 232, 233, 234, 235, 236 |
30ХГСА |
89, 122 |
|
12Г2С-15-2 |
237, 238 |
Ст3пс5-3 |
23 |
|
Ст3Гпс ДТУ-1 |
28, 212 |
45-2 |
87 |
|
Ст3Гпс ДТУ-2 |
30, 215 |
Ст3пс ДТУ-1 |
31, 213 |
|
Ст3Гпс ДТУ-3 |
33, 218 |
Ст3пс ДТУ-3 |
39, 219 |
|
Ст3Гпс3 |
322 |
Ст3сп ДТУ-1 |
27, 211 |
|
Ст3Гпс5 |
17, 18, 19 |
Ст3сп ДТУ-2 |
29, 214 |
|
Ст3Гпс5-1 |
18 |
Ст3сп ДТУ-3 |
32, 217 |
|
Ст3Гпс5-2 |
19 |
Ст3пс ДТУ-1 |
26 |
|
Ст3Гпс5-3 |
20 |
Ст3пс ДТУ-2 |
31, 213 |
|
Ст3Гпс6 |
25 |
Ст3пс ДТУ-3 |
34, 216 |
|
Ст3Гсп5 |
20, 21 |
Ст3сп |
331 |
|
Ст3кп |
306, 307, 308, 309 |
Ст3сп3 |
319, 320, 321 |
|
Ст3пс |
310, 311, 312, 305 |
Ст3сп5 |
15, 16, 22, 23, 324 - 328 |
|
Ст3пс2 |
11, 12 |
Ст3сп5-1 |
24 |
|
Ст3пс5 |
13, 14, 325 |
Ст3сп5-2 |
25, 27 |
|
Ст3пс |
12, 13 |
Ст3сп5-3 |
26, 28 |
|
Ст3пс5-1 |
21 |
Ст3сп6 |
24 |
|
Ст3пс5-2 |
22 |
Ч-44 |
105, 262 |
|
20Х |
35 |
DOMEX 590XR |
124 |
|
35 группы В |
71 |
DOMEX 640XR |
125 |
|
S 355 S1/B |
91 |
DOMEX 650МС |
126 |
|
S 355 J2H |
92 |
DOMEX 700MC |
142 |
|
S 355 K2G3 |
93 |
S 700MC |
139 |
|
FORM 500С |
106 |
Alform 700M |
141 |
|
S690 QL |
138 |
WELDOX 700E |
140 |
|
OPTIM 650МС (RAEX 640(XCF) |
123 |
WELDOX 960E |
146 |
|
S700МС |
157 |
|
|
|
S690QL |
158 |
|
|
|
09Г2С |
149 |
|
|
|
В20 |
150 |
|
|
|
LASER 420МС |
151 |
|
|
|
Optim 650МС |
152 |
|
|
|
Optim 700МС |
153 |
|
|
|
Optim 700QL |
154 |
|
|
|
Optim 700MC Plus |
155 |
|
|
(Измененная редакция. Изм. № 1, № 4, № 5, № 6, № 7)
ПРИЛОЖЕНИЕ В
Основной перечень продукции (прокат, трубы) металлургических предприятий,
изготавливаемой из стали, перечисленной РД
22-16-2005
Таблица 1В
|
№ п/п |
Наименование предприятия |
Вид выпускаемой продукции |
ТУ, ГОСТ и другие нормативные документы, по которым металлопродукция выпускается |
|
1 |
2 |
3 |
4 |
|
1. |
ОАО «Северсталь» |
1) Трубы сварные квадратные 15×15 ÷ 60×60 δ = 0,9 ÷ 2,5 мм |
ТУ 14-105-566 |
|
2) Горячекатаный стальной листовой прокат конструкционный повышенной прочности δ = 4 ÷ 32 мм |
|||
|
3) Сортовой прокат. |
|||
|
4) Полоса горячекатаная δ = 4 ÷ 24 мм |
|||
|
5) Прокат листовой горячекатаный высокопрочный |
ТУ 14-1-105-589 ТУ 14-1-5148 |
||
|
6) Прокат листовой из стали обыкновенного качества δ = 20 ÷ 25 мм |
|||
|
7) Швеллер горячекатаный № 6, 5, 8, 10 |
|||
|
8) Уголки стальные равнополочные ∠ 25×25 ÷ ∠ 75×75 (по сортаменту) |
|||
|
9) прокат листовой и рулонный δ = 12 ÷ 16 мм |
ТУ 14-1-40-34, 10Г2ФБ |
||
|
δ = 4 ÷ 12 мм |
ТУ 14-1-4358-87 08ГБЮ, 09ГБЮ |
||
|
δ = 4 ÷ 12 мм |
|||
|
10) замкнутый гнутый сварной профиль 80×80 ÷ 150×150 мм, 160×80 ÷ 230×100 мм δ = 3,6 ÷ 8 мм; 15×15 ÷ 90×90 δ = 1,0 ÷ 1,5 мм 20×10 ÷ 180×100 мм δ = 1,0 ÷ 2,5 мм |
|||
|
2. |
ОАО «ММК» «Магнитогорский металлургический комбинат» |
1) Полоса горячекатаная сортовая 4 ÷ 60×20 ÷ 200 мм |
|
|
2) Уголок горячекатаный равнополочный и неравнополочный (по сортаменту) |
|||
|
3) Двутавр горячекатаный (по сортаменту) |
|||
|
4) Швеллер горячекатаный (по сортаменту) |
|||
|
5) Прокат горячекатаный в рулонах, листах (по сортаменту) |
|||
|
3. |
ОАО «Запорожсталь» |
1) Горячекатаный прокат из углеродистых сталей (лист, рулон) δ = 2,5 ÷ 3,9 мм |
|
|
2) Прокат горячекатаный тонколистовой, сортамент по ГОСТ 19903-74 (лист и полоса) δ = 4 ÷ 6 мм |
ТУ 14-4-426, |
||
|
3) Прокат холоднокатаный δ = 0,5 ÷ 2,9 мм |
ТУ 14-15-309, ТУ 14-4-416 |
||
|
4. |
ОАО «Константиновский металлургическ. завод» |
1) Круг Ø 5 ÷ 25 мм |
ГОСТ 1050, качественные стали - по ТУ |
|
2) Шестигранник ⨂ 5 ÷ 63 мм (диаметр вписанного круга) |
|
||
|
5. |
ОАО «Макеевский меткомбинат» |
1) Проволока сварочная Св-0,8; Св-08А |
ТУ 27.1-00190319-1280 |
|
2) Круг Ø 18 ÷ 25 мм |
|||
|
3) Уголок ∠ 45×45 ÷ ∠ 75×75 |
|||
|
4) Швеллер № 5, 6 |
|||
|
6. |
ОАО «Таганрогский мет. завод» (ОАО «ТАГМЕТ») |
1) Трубы стальные бесшовные горячедеформированные Ø 73 ÷ 273 мм δ = 7,0 ÷ 18 мм |
|
|
2) Трубы сварные гнутые квадратные и прямоугольные 25×25 ÷ 60×60 мм, 80×60 мм δ = 1,0 ÷ 5,0 мм |
|||
|
7. |
ОАО «Московский металлургический завод «Серп и Молот» |
Лист из углеродистой стали δ = 1,5 ÷ 3,9 мм |
|
|
8. |
Алчевский меткомбинат «ОАО «АМК» |
1) Лист из конструкционной и низколегированной сталей |
|
|
2) Швеллер № 12, 16, 18, 20 3) Двутавр № 14, 20 |
|||
|
4) Уголок ∠ 100 ÷ 25×8 |
|||
|
9. |
ЗАО «Волгоградс. метзавод «Красный Октябрь» |
1) Круг из легированной и конструкционной стали ↓ 14|340 мм |
|
|
2) Лист из стали повышенной прочности |
|||
|
3) Сталь листовая конструкционная, легированная высококачественная специального назначения |
ГОСТ 19281, ГОСТ 11268, ГОСТ 5520, ТУ 14-1-687, ТУ 14-1-1584, ТУ 14-132-200 |
||
|
10. |
ЗАО «Энгельский трубный завод» |
1) Трубы стальные сварные Ø 48 ÷ 159 мм, δ = 2,5 ÷ 4,5 мм |
|
|
2) Трубы стальные квадратные 15×15 ÷ 40×40 мм δ = 1,5 ÷ 2,0 мм |
|||
|
3) Трубы стальные прямоугольные 20×10 ÷ 60×40 мм δ = 1,5 ÷ 2,0 мм |
|||
|
11. |
ОАО «Днепропетровский трубный завод» |
1) Трубы стальные бесшовные горячедеформированные Ø 57 ÷ 168 мм δ = 3,5 ÷ 25,0 мм |
|
|
2) Трубы стальные сварные Ø 57 ÷ 159 мм δ = 2,5 ÷ 6,0 мм |
|||
|
3) Трубы стальные бесшовные холоднодеформированные Ø 6 ÷ 89 мм δ = 1,0 ÷ 14 мм |
|||
|
4) Трубы стальные квадратные и прямоугольные сварные и бесшовные холоднодеформированные 35×35 ÷ 120×120 мм, 40×20 ÷ 120×40 мм δ = 2,0 ÷ 8,0 мм |
|||
|
12. |
Гурьевский металлургический завод |
1) Уголки горячекатаные равнополочные ∠ 40×40 ÷ ∠ 70×70 мм |
ГОСТ 19251 |
|
2) Швеллер горячекатаный № 8, 10, 12 |
|||
|
13. |
ОАО «Донецкий металлургический завод» |
Уголок равнополочный ∠ 25×25 ∠ 75×75 мм |
|
|
2) Квадрат со стороной 16 ÷ 25 мм |
|||
|
3) Круг Ø 12 ÷ 25 мм |
|||
|
4) Лист качественный δ = 6 мм |
|||
|
5) Полоса δ = 6,0 ÷ 12 мм |
|||
|
14. |
ОАО «Днепропетровский меткомбинат им. Петровского» |
1) Швеллер № 8 ÷ 24 2) Уголок ∠ 70, 80, 90, 100 |
|
|
15. |
ОАО «Днепропетровский меткомбинат им. Дзержинского» |
1) Полоса горячекатаная δ = 7 мм |
|
|
2) Уголок ∠ 45×45 ÷ ∠ 100×100 горячекатаный |
|||
|
3) Швеллер горячекатаный № 6, 5, 8, 10 |
|||
|
4) Лист δ = 4 ÷ 12 мм |
|||
|
16. |
ОАО «Новосибирский метзавод им. Кузьмина» |
1) Труба прямоугольная и квадратная 25×25 ÷ 60×60 мм, 30×20 ÷ 120×60 мм |
|
|
|
|
2) Труба сварная холоднодеформированная Ø 28 ÷ 76 мм, δ = 2,0 ÷ 3,5 мм и электросварная Ø 51 ÷ 114 δ = 3,5 ÷ 5,0 мм |
|
|
17. |
ОАО «Ашинский мет. завод» |
1) Лист δ = 2,0 ÷ 8,0 мм |
|
|
|
|
2) Лист холоднокатаный и горячекатаный δ = 0,8 ÷ 3,0 мм |
|
|
18. |
ОАО «Новолипецкий меткомбинат» (ОАО «НЛМК») |
1) Лист горячекатаный различных классов прочности (от 300 до 500 МПа) δ = 1,5 ÷ 14 мм |
|
|
2) Лист холоднокатаный δ = 2,5 мм |
|||
|
19. |
ОАО «Амурсталь-Профиль» |
1) Швеллер равнополочный № 6 ÷ 30 |
|
|
1) Уголок равнополочный ∠ 70×70 ÷ ∠ 120×120 |
|||
|
|
|
2) Уголок неравнополочный ∠ 110×90 ÷ ∠ 150×100 |
|
|
20. |
Челябинский меткомбинат «МЕЧЕЛ» |
1) Уголок равнополочный горячекатаный ∠ 40×40 ÷ ∠ 50×50 |
|
|
2) Прокат листовой δ = 3 ÷ 20 мм |
|||
|
21. |
ОАО «Златоустовский метзавод» |
1) Круг Ø 80 ÷ 200 мм |
|
|
2) Квадрат со стороной 28 ч 250 мм |
|||
|
3) Полоса 9 ч 44×40 ч 100 мм |
|||
|
22. |
ЗАО «Молдавский метзавод» |
Уголок равнополочный ∠ 25×25 ÷ ∠ 50×50 |
|
|
23. |
ОАО «Металлургический комбинат «Азовсталь» (ОАО МК «Азовсталь») |
1) Прокат листовой для судостроения из качественной стали δ = 6 ÷ 51 мм |
Нормы иностранных организаций |
|
ABS; DHV; CL; LR; ART; BV; Морской регистр РФ (МРС), ClassNK, RINA, ТУ 14-1-4622, ТУ 14-1-4603 ТУ 5.961-11690 ТУ 14-16-120 |
|||
|
2) Сварные трубы из стали 12Г2С δ = 7 ÷ 22 |
ТУ 14-1-1921 ТУ 14-1-1950 ТУ 14-1-3978 ТУ 14-1-4043 ТУ 14-1-5293 ТУ 14-1-4627 DIN 7172 ТУ 14-1-5422 |
||
|
3) Прокат для котлов и сосудов, работающих под давлением δ = 6 ÷ 160 мм |
ТУ 14-1-5065 ТУ 14-16-84 |
||
|
4) Прокат для мостостроения δ = 6 ÷ 60 мм |
ТУ 14016-15 ТУ 14-1-5065 |
||
|
5) Сталь конструкционная качественная δ = 6 ÷ 160 мм |
EN 10025 DIN 17100 DIN 17102 |
||
|
6) Двутавр № 14, 16, 20, 24М, 30, 36, 36М, 45, 45М |
ТУ УД П-100190319-1266 |
||
|
7) Швеллер № 14У, 16У, 18У, 22У, 24У, 27У, 30У |
|||
|
|
ОАО МК «Азовсталь» |
8) Уголок ∠ № 6; 3; 7,5; 9; 10; 12; 13; 14; 15; 16, 18, 20 (равнополочный) уголок ∠ 16×10; 20×12 ÷ 15 (неравнополочный) |
|
|
24. |
ОАО «Первоуральский новотрубный завод» |
1) Трубы горячедеформированные бесшовные и холоднодеформированные Ø 32,0 ÷ 219 мм δ = 2,5 ÷ 45 мм |
ТУ 14-3-1128 |
|
2) Трубы сварные прямошовные Ø 17 ÷ 100 мм δ = 2 ÷ 5 мм Ø 12 ÷ 114 мм δ = 1,0 ÷ 5,0 мм |
|||
|
3) Трубы холоднодеформированные |
ТУ 14-3-972 |
||
|
4) Трубы бесшовные Ø 34 ÷ 46 мм δ = 3,5 ÷ 4,0 мм |
ТУ 14-3-1354 |
||
|
5) Трубы квадратные и прямоугольные бесшовные 15×15 мм ÷ 80×80 мм δ = 1,0 ÷ 4,0 мм, 20×10 ÷ 80×60 мм δ = 1,05 ÷ 4,0 мм |
DIN 2395 |
||
|
6) Трубы квадратные бесшовные и сварные 10×10 ÷ 150×150 мм δ = 1,0 ÷ 10 мм |
|||
|
7) Трубы прямоугольные 20×10 ÷ 150×100 мм δ = 1,0 ÷ 10 мм |
|||
|
25. |
ОАО «Альметьевский трубный завод» |
1) Трубы сварные Ø 159, 219, 273, 325, 377 мм δ = 4,0 ÷ 7 мм |
|
|
2) Трубы сварные Ø 20 ÷ 219 мм δ = 1,5 ÷7,0 мм |
|||
|
3) Трубы профильные квадратные 20×20 ÷ 100×100 мм δ = 1,5 ÷ 3,5 мм |
|||
|
4) Трубы прямоугольные 40×25 ÷ 60×40 мм |
-ʹʹ-ʹʹ- |
||
|
26. |
ОАО Кировский завод, «ЗАО Металлургический завод «Петросталь» |
Сортовой прокат (квадрат, круг, полоса) Ст3сп, Ст3пс, 10ХГТ, 30ХГСА, 09Г2С |
Ст3сп, Ст3пс ГОСТ 535, |
|
27. |
ОАО «Борский трубный завод» |
1) Трубы сварные прямошовные Ø 12 ÷ 120 мм δ = 1,0 ÷ 3,5 мм |
|
|
27 |
ОАО «Борский трубный завод» |
2) Трубы сварные квадратные и прямоугольные 20×20 ÷ 80×80 мм δ = 1,0 ÷ 4,0 мм 28×25 ÷ 150×50 мм δ = 1,0 ÷ 4,0 мм |
|
|
28. |
ОАО «Донецкий металлопрокатный завод» |
1) Круг Ø 16 ÷ 60 мм 2) Квадрат со сторонами 12 ÷ 60 мм |
|
|
3) Полоса 30×6 ÷ 120×16 мм |
|||
|
4) Полоса специальная 6×10×85 мм |
|
||
|
5) Уголок ∠ 25×35 ÷ 63×63 мм |
|||
|
29. |
Трубная металлургическая компания (Волжский трубный завод, Северский трубный завод, Синарский трубный завод, Таганрогский трубный завод) |
1) Трубы бесшовные горячедеформированные Ø 28 ÷ 426 мм δ = 3,0 ÷ 30,0 мм |
ТУ 14-3-1128, ТУ 14-3-1971, ТУ 1381-159-0147016 ТУ 14-157-37, ТУ 14-157-38, ТУ 14-3Р-48, ТУ 14-157-50, ТУ 14-3-1801, ТУ 14-1-1592 |
|
2) Трубы бесшовные холоднодеформированные Ø 20 мм δ = 2 мм |
|||
|
3) Трубы прямошовные сварные Ø 010 - 219 мм δ = 2,0 ÷ 11,7 мм |
|||
|
4) Трубы квадратные и прямоугольные 25×25 ÷ 60×60 мм; 80×60 мм δ = 5,0 ÷ 9 мм |
|||
|
5) Лента холоднокатаная 80 ÷ 190 мм, δ = 0,6 ÷ 2,0 мм |
-ʹʹ-ʹʹ- |
||
|
30 |
ОАО «Газпротрубинвест» |
Трубы сварные прямошовные: |
|
|
1) 114 мм δ = 3,0 ÷ 5,0 мм |
|||
|
2) 159 мм δ = 4,0 ÷ 9,0 мм |
|||
|
3) 159 мм δ = 4,0 ÷ 6,0 мм |
|||
|
4) Трубы квадратные 100×100 δ = 4,0 ÷ 6,0 мм |
|||
|
31. |
ЗАО «Промпроект» |
1) Трубы холодно и горячедеформированные сталь 10, 20 Ø 17 ÷ 60 мм δ = 1,6 ÷ 3,5 мм Ø 121 ÷ 219 мм δ = 5,0 ÷ 45 мм |
|
|
2) Трубы для нефтеперабатывающей промышленности сталь 10 ÷ 45, 15Х5М, 15Х5ВФ, 10Г2С Ø 32 ÷ 219 мм δ = 2,5 ÷ 45 мм |
|||
|
3) Трубы общего назначения горячедеформированные стали 10 ÷ 45, 15Х ÷ 40Х, 09Г2С, 30ХГСА Ø 32 ÷ 426 мм δ = 3,5 ÷ 45 мм |
|||
|
4) То же холоднодеформир. Стали 10 ÷ 45, 15Х ÷40Х; 09Г2С, 30ХСА Ø 2,5 ÷ 273 мм δ = 0,02 ÷ 14 мм |
|||
|
5) Трубы сварные стали 3, 10, Ø 12 ÷ 114 δ = 1,0 ÷ 5 мм |
|||
|
6) Трубы сварные конструкционные сталь 3, 10, 09Г2С? Ø 108 ÷ 377 мм δ = 3,0 ÷ 10 мм |
|||
|
7) трубы квадратные сталь 10, 20, 35, 45, 09Г2С 10×10 ÷ 120×120 мм δ = 2,5 ÷ 9,0 |
|||
|
|
|
8) Трубы прямоугольные общего назначения 09Г2С 35×15 ÷ 150×100 мм δ = 2,0 ÷ 10 мм |
|
|
9) Трубы квадратные и прямоугольные конструкционные стали 3 ÷ 10, 09Г2С 80×80 ÷ 350×350 мм δ = 3 ÷ 12 мм |
|||
|
32. |
ОАО «Краматорский металлургический завод» |
1) Уголок горячекатаный равнополочный ∠ 32×32 ÷ ∠ 125×125 |
|
|
2) Уголок неравнополочный ∠ 125×80 ÷ 160×100 мм |
-ʹʹ-ʹʹ- |
||
|
3) Полоса горячекатаная 40×8 ÷ 60×14 мм |
-ʹʹ-ʹʹ- |
||
|
4) Круг горячекатаный Ø 21 Ø 25 мм |
-ʹʹ-ʹʹ- |
||
|
33 |
ОАО «Омутнинский металлургический завод» |
1) Круг Ø 10 ÷ 34 мм |
|
|
2) Полоса 16×4 ÷ 150×12 мм |
|||
|
3) Уголок равнополочный ∠ 25×25 ÷ ∠ 63×63 |
|||
|
4) Квадрат со сторонами 10 ÷ 22 мм |
|||
|
5) Трубы холоднодеформированные бесшовные Ø 23 ÷ 50 мм δ = 6 ÷ 11 мм |
Приложение Г
Рекомендации по применению сталей и сварочных материалов.
1. Стали, применяемые для изготовления, ремонта и реконструкции элементов металлоконструкций грузоподъемных машин, должны иметь документ о качестве (сертификат). Импортные стали должны поставляться в соответствии с техническими условиями на поставку, адаптированными к требованиям Российских нормативных документов.
Сварочные материалы (электроды, проволока, флюс) должны изготавливаться по техническим условиям, разработанным в соответствии с РД 22-28-39-2010 «Требования к сварочным материалам, применяемым при изготовлении, монтаже, ремонте и реконструкции подъемно-транспортного оборудования».
2. При получении сталей, изготовление которых с гарантией по механическим свойствам (ударной вязкости) осуществляется только по согласованию с заказчиком, рекомендуется проводить выборочное испытание образцов на соответствие параметров ударной вязкости требованиям, указанным в столбцах 6 таблиц 1 … 3 настоящего РД.
2.1 Ударную вязкость сталей следует проверять при следующей толщине проката и труб (если по нормативной документации не требуется проверка ударной вязкости при меньшей толщине):
|
- листовой и фасонный прокат, а также поковки и литые заготовки |
- не менее 5 мм; |
|
- сортовой прокат |
- не менее 13 мм; |
|
- трубы |
- не менее 8 мм. |
Определение ударной вязкости производится в соответствии с ГОСТ 9454-78 и ГОСТ 19281-89.
2.2 Ударную вязкость сталей после механического старения, приведенных в таблицах 1, 2 и 3, следует проверять в соответствии с ГОСТ 7268-82 на образцах с U-образным концентратором при следующей толщине проката и труб (если по нормативной документации не требуется проверка ударной вязкости при меньшей толщине):
- листовой и фасонный прокат, а также поковки и литые заготовки - не менее 7 мм;
- сортовой прокат и трубы как указано в п. 2.1
3. Применение выбранной марки стали допускается только при наличии у изготовителя металлоконструкций производственной аттестации технологии сварки, проведённой в соответствии с РД 03-615-03. В случае применения новой (ранее не аттестованной) технологии сварки должна быть проведена исследовательская аттестация технологии сварки согласно требованиям РД 03-615-03.
4. Входной контроль качества сталей и сварочных материалов проводится в соответствии с требованиями ГОСТ 24297 и РД 22-28-33-94.
Входному контролю подлежат все стали и сварочные материалы, предназначенные для изготовления, ремонта, реконструкции и монтажа металлоконструкций грузоподъемных кранов.
Число контролируемых параметров, объем выборки и методы контроля должны соответствовать требованиям, установленным в РД 22-207, РД 22-28-33-94, РД 03-606-03 и НТД на контролируемую продукцию. При получении разрозненных единиц из разукомплектованной партии, не имеющей сопроводительной документации и поштучной маркировки, а также при использовании малого количества элементов (уголков, листов, труб) при ремонте и реконструкции входной контроль должен выполняться в полном объеме требований нормативных документов.
При необходимости потребитель может проводить дополнительные проверки продукции, не предусмотренные установленными требованиями.
5. В случае, если при входном контроле стали значения параметров оказались ниже указанных в сертификате, но сталь согласно настоящего РД может использоваться в грузоподъемных машинах, в техническую документацию машины должны вносится фактические данные испытаний.
ПРИЛОЖЕНИЕ Д
Перечень изготовителей металлопродукции, их адресов и телефонов,
приведенных в РД 22-16-2005
|
Город |
Название организации |
Адрес |
Должность, отдел |
Телефон, факс |
|
АЛЬМЕТЬЕВСК |
Альметьевский трубный завод |
423450. г. Альметьевск, Татарстан, Промзона-11 E-mail: mvv@.atz.ru, atz@vkptus.oilnet.ru WWW: http://www/atz/ru |
Ген. директор |
Код (85532) 5-93-93 Факс 5-93-65, 5-98-28 |
|
Нач. отд. сбыта |
5-93-56 |
|||
|
Отдел сбыта |
5-34-39, 5-93-10 |
|||
|
Отдел маркетинга |
5-96-47 |
|||
|
АША |
ОАО «Ашинский металлургический завод» |
456000, г. Аша, Челябинской обл., ул. Мира, 9 E-mail:info@amet.ru, market@amet.ru WWW: http://www.amet.ru |
Ген. директор |
Код (35159) 3-10-03 Факс 3-13-68,3-10-71 Справочные тел.: 3-18-62, 3-10-14 |
|
Производственный сбытовой отдел |
3-09-88 |
|||
|
Отдел маркетинга |
3-13-68 |
|||
|
БЕЛОРЕЦК |
ОАО «Белорецкий металлургический комбинат» |
453500, Башкортостан, г. Белорецк, ул. Блюхера, 1. E-mail: belmet@belmk.ru, op@belmk.ru WWW: http://www.belmk.ru |
Ген. директор |
Код (34792) 4-04-64, 4-05-04 факс 4-04-64, 4-04-42 |
|
Коммер. директор |
5-21-24 |
|||
|
Зам. коммер. дир. |
4-33-80 |
|||
|
БОР |
ОАО «Борский трубный завод» |
606440, г. Бор, Нижегородской области, Ул. Степана Разина, 2. E-mail: tdbtz@sinn.ru, trub@sandy.ru, info@trub.nnov.ru |
Ген. директора |
Код (83159) 2-16-80, 2-26-90 (секр.) Факс: 2-21-51, 2-26-90, 2-39-36. |
|
Отд. маркетинга |
2-17-76, 2-24-49 |
|||
|
ВОЛГОГРАД |
ОАО «ВЭСТ-МД» (Волгоградский трубный завод) |
400075, Волгоград, ул. Краснополянская, 15 E-mail: westmd@vistcom.ru, WWW:http://www.mair.ru/vestmd.shtml |
Директор |
Код (8442) Т. 35-55-62, ф. 35-81-28 |
|
Отд. сбыта |
Т. 96-51-71, 35-15-43, ф. 96-51-57 |
|||
|
ВОЛГОГРАД |
ЗАО «Волгоградский металлургический завод «Красный октябрь» |
400007 г. Волгоград, пр. Ленина, 110 E-mail: marketing@vmzko.ru WWW: http://vmzko.ru |
Ген. директор |
Код (8442) 71-48-50, тф. 71-59-36 Факс: 71-48-82 71-59-36, 73-15-21, 78-37-36 |
|
Нач. упр. продаж |
78-31-65 |
|||
|
Упр. по продажам |
78-39-93, 71-48-42, ф. 78-33-31 |
|||
|
Коммерческая служба |
78-31-01, 78-31-44, ф. 71-55-67 |
|||
|
ВОЛЖСКИЙ |
ОАО «Волжский трубный завод» |
404119 г. Волжский, Волгоградская обл. E-mail: vzt@trybny.ru procure@vtz.ru WWW: http://www/vtz.ru |
Ген. директор |
Код (8443) 22-21-50 факс 25-69-02 |
|
ВОЛГОРЕЧЕНСК |
Волгореченский трубный завод-филиал ДЗАО «Костроматрубинвест» |
156901, Костромская обл. г. Волгореченск. E-mail: truba@kosnet.ru, info@truba.kosnet.ru/ WWW: http://www.vrpp.ru, http://www.kosnet.ru/-truba |
Ген. директор |
Код (09453) 7-80-00, ф. 7-80-30 |
|
Нач. отд. сбыта |
7-85-24 |
|||
|
Нач. отд. маркетинга |
(095) 127-38-80 |
|||
|
Отд. маркетинга |
7-85-34, 7-80-08, 7-85-14 |
|||
|
Отдел сбыта |
7-85-08, 7-85-09, 7-85-10 факс 7-85-11, 3-52-30 |
|||
|
ВЫКСА |
ОАО «Выксунский металлургический завод» |
6070067, г. Выкса, Нижегородской обл., ул. Ленина E-mail: market@vsw.ru; gen@vsw.ru WWW: http://www.vsw/ru http://www.vmz.nnov.ru |
Ген. директор |
Код (83177) 3-52-33, 9-30-85, 9-30-85 факс: 3-76-05 |
|
Дир. по сбыту |
(095) 231-77-70 |
|||
|
Зам. дир. по сбыту |
9-39-85, 9-34-47, факс 3-76-38, 3-26-75 3-76-42, 3-76-44 |
|||
|
КОМСОМОЛЬСК-НА-АМУРЕ |
ОАО «Амурсталь-Профиль» |
681005, Комсомольск-на-Амуре, Хабаровского края, Заводская ул., 1 |
Тел АТС |
Код (42172) 4-76-11 |
|
Факс |
4-72-80 |
|||
|
КОМСОМОЛЬСК-НА-АМУРЕ |
ОАО «Дальневосточный сталепрокатный завод» Амурсталь |
681005, Комсомольск-на-Амуре, Хабаровского края, Заводская ул., 2 |
Приемная |
Код (42172) Т/ф. 4-32-54 |
|
Отдел сбыта и маркетинга |
4-09-86, 4-75-45 |
|||
|
КРАСНОЯРСК |
Металлургический завод «Сибэлектросталь» |
660050, г. Красноярск, ул. Кутузова, 1 E-mail: director@sibstal.ru E-mail: sibstal@online.ru WWW: http://www.sibstal.ru |
Директор |
Код (3912) 60-76-61 |
|
Нач. производ. коммерч. службы |
60-71-87 E-mail: trade@sibstal.ru |
|||
|
Отд. сбыта |
60-71-19 |
|||
|
ЛИПЕЦК |
АО «Новолипецкий металлургический комбинат» - НЛМК |
398040, г. Липецк-5, пр. Металлургов, 2 E-mail: info@nlmk.ru WWW: http://www.nlmk.ru |
Ген. директор |
Код (0742) 44-40-06 |
|
Справочная |
43-09-60 |
|||
|
Дирекция по сбыту |
44-46-88 |
|||
|
Поставки на внутренний рынок |
44-67-16, 44-45,08; факсы: 44-22-77, 44-47-71, 44-45-08 |
|||
|
ЛЫСЬВА |
ОАО «Лысьвенский металлургический завод» (ОАО «АК ЛМЗ») |
618900, г. Лысьва, Пермской обл., Ул. Металлистов, 1 E-mail: info@aklmz.ru WWW: http://www.aklmz.ru |
Ген. директор |
Код (34249) 2-55-43 факсы: 272-71, 291-30, 265-70 |
|
Бюро внешнеэкономических связей |
2-61-31 |
|||
|
Дочерние предприятие ЗАО «ПОЛИСТИЛ» E-mail: polysteel@aklmz.ru WWW: http://www.aklmz.ru/polysteel |
|
Код (3519) 263-06, 255-27, 276-82 Ф. 9-39-63 |
||
|
МАГНИТОГОРСК |
Магнитогорский калибровочный комбинат |
455007, г. Магнитогорск, ул. 9 мая, 3 E-mail: market@kalibr.net, WWW: http://www.kalibr.net |
Ген. директор |
Код (3519) 24-28-29 факсы 35-35-68, 24-70-25, 36-24-84 |
|
Нач. упр. сбыта |
36-25-64, ф. 3479-58 |
|||
|
Нач. отд. маркетинга |
36-08-08 |
|||
|
Отд. маркетинга |
3625-67, 3626-81, 3629-34, ф. 3624-84 |
|||
|
Нач. отд. сбыта |
36-29-01 |
|||
|
МАГНИТОГОРСК |
ОАО «Магнитогорский металлургический комбинат» (ОАО «ММК») |
455002, г. Магнитогорск, Челябинский обл., Ул., Кирова, 93 E-mail: seller@mmk.ru E-mail: fng@mmk.ru |
Ген. директор |
Код (3519) 24-30-04, 24-26-61 |
|
Справочная |
24-40-09 |
|||
|
Факсы: |
2475-53, 2479-48, 2470-72, 2470-73 |
|||
|
Зам. ген. дир по сбыту и маркетингу |
24-74-16 |
|||
|
Директор по сбыту на внутр. рынке |
24-82-90 |
|||
|
Управление внутренних продаж |
24-58-62, 24-76-89 |
|||
|
Региональный отд. |
2482-55, 2476-77, 2466-65, 2482-56 факс 2475-55 |
|||
|
МАГНИТОГОРСК |
ОАО «Магнитогорский матизно-металлургический з-д» |
455031, г. Магнитогорск, Челябинской обл., ул. Складская, 4 E-mail: mmmz@mmmz.ru, market@mmmz WWW: http://www.mmmz.ru, http://www.metizka |
Директор |
Код (3519) 24-75-69 |
|
Нач. отд. маркет. |
24-77-06, 24-73-24 |
|||
|
Нач. отд. сбыта |
24-01-19 |
|||
|
Нач. ком. отдела |
24-72-47 |
|||
|
Факс |
24-57-72, 24-75-30 |
|||
|
МИНЬЯР |
ОАО «Метизно-металлургический завод» |
456007, г. Миньяр, Челяб. обл., ул. Советская, 10 E-mail: comersant@zaommmz.ru. WWW: http://www.tmk-group.com |
Ген. директор |
Код (35131) 7-29-24 7-15-15, 7-15-13 |
|
Коммер. отдел ТД МММЗ |
Факсы: 7-15-20, 7-15-15 |
|||
|
МОСКВА |
ЗАО «ТМК» (Трубная металлургическая компания) |
1050062, г. Москва, Подсосенский пер. 5, стр. 1 E-mail: tmk@tmk-group.com. WWW: http://www.tmk-group.com |
|
Код (095) Т. 775-7600 Ф. 775-7601 |
|
МОСКВА |
ОАО «СиМ СТ» (Московский металлургический завод «Серп и Молот») |
119033, г. Москва, Золоторожский вал, 11 E-mail: sim@aero-com.ru WWW: http://www.simst.com |
Ген. директор |
Код (095) 278-71-81, ф. 274-00-95 |
|
Дир. по маркетингу |
362-94-63, ф. 362-91-75 |
|||
|
Нач. отд. сбыта |
362-94-21 |
|||
|
Московская обл. ЩЕЛКОВО |
АО «ЩЕЛМЕТ» (Щелковский металлургический завод) |
141100, г. Щелково, Московская обл., ул. Октябрьская, д. 21 E-mail: schelmet@shelkovocomcor.ru/ WWW: http://www.schelmet.ru/ |
|
Код (095) 743-67-83, 745-62-62, 745-60-96
|
|
Отд. ВЭС |
Код (09565) 7-14-09 274-96-70 |
|||
|
Московская обл. ЭЛЕКТРОСТАЛЬ |
Электрометаллургический завод «Электросталь» |
144002, г. Электросталь, Московской обл., ул. Железнодорожная, 1 E-mail: elsteel@electrostal.ru, steel@elsite.ru WWW: http://www.elsteel.ru |
Ген. директор |
Код (09657) 7-09-61, ф. 7-02-80 |
|
Коммерчес. дир. |
т. 7-11-81, ф. 7-11-81 |
|||
|
Начальник ОВЭС |
т. 7-10-63, ф. 7-10-40 |
|||
|
Нач. отд. маркет. |
т. 7-12-52, ф. 7-02-80 |
|||
|
Отд. маркетинга |
т. 7-12-34, 2-94-39, 7-11-37 |
|||
|
НИЖНИЙ НОВГОРОД |
ОАО «Горьковский металлургический завод» |
603950, г. Нижний Новгород, Московское шоссе, 52 E-mail: info@gmz.nnov.ru, WWW: http://www.gmznnov.ru, WWW: http://www.priceorg.com/gmz |
Коммерч. дир. |
Код (8312) 41-14-28 |
|
Справочная |
49-81-00 |
|||
|
Факс |
41-33-74 |
|||
|
Коммерч. отдел |
41-23-56, 41-23-46, 41-33-36, 41-32-63; ф. 41-33-94 |
|||
|
Служба маркетинга |
49-87-41, 41-23-76 |
|||
|
НОВОСИБИРСК |
ОАО «Новосибирский металлургический завод» |
630108, г. Новосибирск, ул. Станционная, 28 WWW: http://www.nmz-k.ru |
Ген. директор |
Код (3832) 41-36-44 |
|
Справочная |
41-18-55 |
|||
|
Отдел сбыта: |
|
|||
|
Лист, лента |
41-05-89, 41-02-11 E-mail: Sb-nmz@ngs.ru |
|||
|
Труба |
41-12-45, 54-91-44, факс 41-31-44 E-mail: nmz-truba@sibmail.ru |
|||
|
НОВОКУЗНЕЦК |
ОАО «Запсибметкомбинат» |
654043, г. Новокузнецк, Кемеровской обл. E-mail: zsmk@zmsk.ru WWW: http://www.zmsk.ru |
Приемная |
Код (3843) 59-59-00 |
|
Управляющ. дир. |
59-59-08 |
|||
|
Коммерч. дир. |
59-59-33 |
|||
|
Зав. коммер. дир. по сбыту |
59-71-93 |
|||
|
Факс |
59-43-43, 59-77-95 |
|||
|
НОВОТРОИЦК |
Орско-Халиловский металлургический комбинат - ОАО «НОСТА» |
462352, г. Новостроицк, Оренбургской обл., ул. Заводская, 1 E-mail: oxmk@nosta.ims.ru WWW: http://www/nosta.ru |
Управ. директор |
Код (35376) 6-23-33, 6-20-00, факс 6-27-89 |
|
Науч. отд. маркетинга |
6-20-30 market@nosta.ru |
|||
|
ОМУТНИНСК |
Омутнинский металлургический завод |
612740, г. Омутнинск, Кировской обл., ул. Коковихина, 2 E-mail: omz@omz.kirov.ru, mark1@omz.kirov.ru WWW: http://www.ommet.ru |
Ген. директор |
Код (83352) 2-63-33, ф. 2-29-19 |
|
Нач. отд. сбыта |
2-64-21 |
|||
|
Зам. нач. отд. сбыта |
2-65-25 |
|||
|
Отд. сбыта |
2-61-51, 2-68-08, ф. 2-60-51 |
|||
|
Нач. отд. маркетинга |
2-63-43 |
|||
|
Отд. маркетинга |
2-62-97, 2-65-63, ф. 2-63-63, 2-65-02 |
|||
|
ПЕРВОУРАЛЬСК |
ОАО «Первоуральский новотрубный завод» (ОАО «ПНТЗ») |
623112, г. Первоуральск, Свердловской обл., ул. Торговая, 1 E-mail: mail@pntz.com WWW: http://www.pntz.com |
Ген. директор |
Код (34392) 7-56-56 |
|
Зам. ген. директора по экономике |
7-77-77 |
|||
|
С.-ПЕТЕРБУРГ |
Металлургический завод «ПЕТРОСТАЛЬ» ЗАО дочер. общество ОАО «КИРОВСКИЙ ЗАВОД» |
198098, г. Санкт-Петербург, проспект Стачек, 47 E-mail: market@petrostal.spb.ru WWW: http://www.petrostal.spb.ru |
Директор |
Код (812) 102-02-20, ф. 102-02-23 |
|
Зам. дир. по закупкам и продажам |
102-02-88 |
|||
|
Отд. маркетинга |
102-02-93 |
|||
|
СЕРОВ |
Металлургический завод им. А.К. Серова |
624992, г. Серов, Свердловская обл., ул. Алгомератчиков, 6 E-mail: postmaster@serovmet.uralnet.ru WWW: http://www.serovmet.ru |
Ген. директор |
Код (34315) 5-51-00 E-mail: A.Poliansky@serovment.ru, general@serovment.ru |
|
Нач. упр. продаж |
5-52-41. 2-54-64 |
|||
|
Нач. отд. сбыта |
5-42-08 |
|||
|
Бюро продаж |
4-01-27, 5-54-27, 2-04-50, 5-56-55, 5-49-07, 5-42-08, 5-59-78, 2-66-52, 5-55,45, ф. 2-16-65 E-mail: sbyt@serovment.ru, market@serovment.ru |
|||
|
СОРТАВАЛА п. Вяртсиля |
ЗАО «Вяртсильский металлургический завод» |
186757, Республика КАРЕЛИЯ, г. Сортавала, п. Вяртсиля, ул. Заводская, 1 E-mail: metiz@karelia.ru, metiz@onego.ru WWW: http://www.onego.ru/vmz |
Ген. директор |
Код (81430) 3-21-54, 3-23-03 |
|
Коммерч. отдел |
3-24-51, 3-21-42 |
|||
|
Отд. производственно-сбытовой |
3-25-49, 3-23-43, 3-22-77 |
|||
|
Факс |
3-25-49, 3-23-43, 32-142 |
|||
|
СТАРЫЙ ОСКОЛ |
ОАО «Оскольский электрометаллургический комбинат» (ОАО «ОЭМК») |
309515, г. Старый Оскол-15, Белгородской обл. E-mail: metal@oemk.ru WEB: http://www.oemk.ru |
Ген. директор |
Код (0725) 37-44-75 |
|
Дир. по сбыту |
34-24-34 E-mail: ksn@oemk.ru |
|||
|
Нач. упр. продаж |
37-41-28 |
|||
|
Зам. нач. управления продаж |
37-53-10 E-mail: kiseliov@oemk.ru |
|||
|
Коммерческая служба |
37-53-76, 37-54-32, 37-47-23, 34-41-36, ф. 22-55-03, 32-94,29 |
|||
|
Отд. маркетинга |
37-53-09, 37-36-81, 37-35-88, 37-47-42 |
|||
|
ТАГАНРОГ |
ОАО «Таганрогский металлургический завод» (ОАО «ТАГМЕТ») |
347928, г. Таганрог Ростовской обл., ул. Заводская, 1 E-mail: trade@tagmet.ru WWW: http://tagmet.ru |
Ген. директор |
Коды (8634) 387-061, 324-061, (86344)5-03-49 |
|
Факс |
2-16-92, 2-42-12 E-mail: general@tagmet.ru |
|||
|
Нач. отд. маркетинга |
5-03-28, т\ф 324-206, E-mail: rogozov@market.tagmet.ru |
|||
|
Бюро реализации продукции |
387-036, 5-03-76 |
|||
|
ЧЕЛЯБИНСК |
ОАО «Челябинский металлургический завод» (ОАО «МЕЧЕЛ») |
454047, г. Челябинск, ул. 2-я Павелецкая, 14 E-mail: mechel@mechel.ru, WWW: http://www.mechel.ru |
Ген. директор |
Код (3512) 24-46-61 |
|
Коммер. служба |
E-mail: buy@mechel.ru |
|||
|
Коммер. директор |
24-06-44 |
|||
|
Служба сбыта |
28-30-34 E-mail: sale@mechel.ru |
|||
|
ЧЕРЕПОВЕЦ |
ОАО «Череповецкий металлургический завод «Северсталь» (ОАО «Северсталь») |
162600, г. Череповец, Вологодской обл., ул. Мира, 30 E-mail: severstal@stal.ru WWW: http://www.severstal.ru |
Ген. директор |
Код (8202) 56-58-28 |
|
Дирекция по сбыту |
53-11-46, ф. 53-24-24 E-mail: sales@stal.ru |
|||
|
Факс |
57-12-76 |
|||
|
ЧЕРЕПОВЕЦ |
ОАО «Череповецкий сталепрокатный завод» |
162600, Череповец, Вологодской обл., ул. 50-летия Октября, 1/33 E-mail: sales@chspz.ru, inter@chspz.ru, region@chspz.ru, regotd@chspz.ru, lucy@chspz.ru, WWW: http://www.chspz.ru |
Ген. директор |
Код (8202) 53-85-38 |
|
Дирекция по маркетингу и сбыту |
53-85-29 |
|||
|
Тел. многоканальный |
53-91-91 |
|||
|
Факс |
53-85-20 |
|||
|
ЭНГЕЛЬС |
Энгельский трубный завод |
413116, г. Энгельс, Саратовской обл., пр. Строителей, промзона E-mail: trubzav@san.ru WWW: http://www.engelstrubzav.ru |
Ген. директор |
Код (84511) 2-74-12, 2-98-77, ф. 2-85-58 |
|
Отд. маркетинга и сбыта |
2-74-13, ф. 3-31-37, 3-35-38 |
|||
|
Отд. реализации металлопроката |
3-29-94, ф. 2-72-08 |
|||
|
2. УКРАИНА |
||||
|
АЛЧЕВСК |
ОАО «Алчевский металлургический комбинат» (ОАО «АМК») |
94202, г. Алчевск, Луганской обл., ул. Шмидта,4 E-mail: greben@amk.al.lg.ua WWW: http://www.amk.lg.ua/ WWW: http://www.slegmatis.com/amk/ |
Испол. директор |
Код(+380 6442) 9-33-01 |
|
Факс |
9-30-47, 9-33-76 9-30-32, 9-33-46, |
|||
|
Нач. отд. внешне-экономических связей и поставок |
9-42-00 |
|||
|
Отдел сбыта |
E-mail: valera@amk.al.lg.ua |
|||
|
Отд. маркетинга |
9-33-69, 9-52-70, т/ф 9-32-15 |
|||
|
ДНЕПРОПЕТРОВСК |
Днепропетровский металлургический завод им. Петровского |
49064, г. Днепропетровск, ул. Маяковского, 3 E-mail: marketing@dneprpetrovka.dp.ua WWW: http://www. dnepr-petrovka.dp.ua |
Директор |
Код (+380 562) 59-43-01, 59-40-01 |
|
Коммер. директор |
59-43,03, 59-94,66, 59-93,35, 59-93,38 |
|||
|
Управление маркетинга |
59-45-82, 59-43-20, 59-46-83 |
|||
|
Дир. по реализации и маркетингу |
32-31-00, 59-45-60, 32-31-02 |
|||
|
Факс |
Код (+380 56) 791-1946 |
|||
|
ДНЕПРОПЕТРОВСК |
ОАО «Днепропетровский металлургический завод им. Коминтерна» (ОАО «Коминет») |
49023, Днепропетровск, ул. Коминтерновская, 7 E-mail: kominmet@narod.ru WWW: http://www.kominmet.narod.ru |
Директор |
Код (+380 562) 26-73-01 |
|
Факс |
23-22-25, 23-32-26 |
|||
|
Коммер. директор |
26-73-03, 26-60-62, 26-73-07 |
|||
|
Отдел ВЭС |
26-75-12 |
|||
|
Отд. маркетинга и реализации |
26-73-69, 26-71-21 |
|||
|
ДНЕПРОПЕТРОВСК |
АО «Днепропетровский трубный завод» |
49068, г. Днепропетровск-68, ул. Маяковского, 31 E-mail: aodtz@ateleport.com E-mail: market@dtz.dp.ua |
Ген. директор |
Код (+380 562) 59-61-31, 59-63-03, 59-63-01 |
|
Зам. ген. дир. по маркетингу |
59-68-68, ф. 52-51-31, т. 52-22-45, ф. 52-52-48 |
|||
|
Отд. реализации |
59-67-01, ф. 59-67-00 |
|||
|
Факс |
ф. 52-70-96, 52-51-22, 53-32-77 |
|||
|
ДНЕПРОДЗЕРЖИНСК |
Днепровский металлургический комбинат им. Дзержинского |
51902, г. Днепродзержинск, Днепропетровской обл., ул. Кирова, 186 E-mail: esm@unimetal.dp.ua, dmkd@dmkd.dp.ua. WWW: http://www.slegmatis.com/dmkd, http://www.dmkd.dp.ua |
Директор |
Код (+380 5692) 3-00-64 |
|
Факс |
3-03-85, 3-74-64, 3-30-49, код (+380 569) 531-636, 531-868 |
|||
|
Коммер. отдел |
3-05-97 |
|||
|
Управление маркетинга |
3-74-64 Код (+380 569) 534-626, 534-770 E-mail: market@dmkd.dp.ua |
|||
|
Отдел ВЭС |
3-30-64, 3-32-27 E-mail: intertrade@dmkd.dp.ua |
|||
|
Отдел сбыта |
3-74-54 E-mail: sales@dmkd.dp.ua |
|||
|
ДОНЕЦК |
Донецкий металлургический завод |
83062, г. Донецк ул. И. Ткаченко, 122 E-mail: commder@donmz.donetsk.ua E-mail: ds@donmz.donetsk.ua; chernack @donmz.donetsk.ua; WWW: http://www.dmz.donbass.com; http://www.dmz.com.ua |
Директор |
Код (+380 622) 61-20-38 Код (+380 62) Ф. 332-23-49 |
|
Коммер. директор |
61-23-47, ф. 385-01-90, 332-23-49 |
|||
|
Нач. отд. сбыта |
61-31-17 |
|||
|
Нач. отд. маркетинга |
385-04-30, 61-23-68, ф. 332-26-33 |
|||
|
Нач. отд. ВЭД |
61-23-19 |
|||
|
Отд. ВЭС |
|
|||
|
ДОНЕЦК |
ЗАО «Миниметаллургический завод «Истил-Украина» |
83062, Донецк, ул. И. Ткаченко, 122 E-mail: sales@istil.com.ua, kovalenko@istil.com.ua. WWW: http://www.lstil.com.ua |
Председатель правления |
Код (+380 62) 385-04-40, ф. 332-23-49 |
|
Нач. отд. маркетинга |
332-93-17; Код (+380 622) 61-35-07, ф. 66-81-05, 332-23-85 |
|||
|
Нач. отд. ВЭД |
61-31-92 |
|||
|
ДОНЕЦК |
ОАО «Донецкий металопрокатный завод» (ОАО «ДМПЗ») |
83009, г. Донецк-9, ул. Новороссийская, 13 E-mail: postmaster@dmpz.donbass.com, prsbo@dmpz.donbass.com. WWW: http://www.slegmatis.com/dmpz, http://www.dmpz.donbass.com |
Приемная |
Код (+380 62) 332-07-70, Код (+380 622) 56-03-00 |
|
Факсы |
ф. 332-08-33, ф. 332-69 |
|||
|
Ком. директор |
332-07-32 305-67-27 |
|||
|
Отд. сбыта |
332-07-29, 332-07-71, 332-07-79 56-03-80, 56-03-21 |
|||
|
ЕНАКИЕВО |
Енакиевский металлургический завод |
86400, г. Енакиево, Донецкой обл., пр. Металлургов, 9 E-mail: marketing@emz.en.dn.ua, emz@danko.donetsk.ua |
Директор |
Код (+380 6252) 9-23-01, 9-23-05 |
|
Отдел маркетинга |
9-71-15, 9-23-69 |
|||
|
Отдел сбыта |
9-32-75, 5-37-85 |
|||
|
Факс |
5-41-66 |
|||
|
ЗАПОРОЖЬЕ |
ОАО «Запорожский сталепрокатный завод» |
69600, г. Запорожье, ГСП-1086 E-mail: metizplant@comint.net, zsps@comint.net WWW: http://www.metizplant.com |
Ген. директор |
Код (+380 612) 39-23-01, 35-40-00 |
|
Нач. упр. по сбыту |
35-23-00, 39-62-19 |
|||
|
Отд. реализации |
35-60-58 |
|||
|
ЗАПОРОЖЬЕ |
ОАО «Запорожский металлургический комбинат «Запорожсталь» (ОАО «Запорожсталь») |
69008, г. Запорожье, Южное шоссе, 72 E-mail: zstal@zaporizhstal.com WWW: http://www.zaporizhstal.com |
Председатель правления |
Код (+380 612) 18-33-01 |
|
Директор по сбыту и ВЭД |
18-34-14, ф. 35-62-62, 34-23-41 |
|||
|
Нач. отд. сбыта |
18-37-46 |
|||
|
Дирекция по маркетингу |
13-59-48, 18-30-45, 13-59-57 |
|||
|
ЗАПОРОЖЬЕ |
ОАО «Электрометаллургический завод «Днепроспецсталь» |
69008, г. Запорожье, Южное шоссе E-mail: markdep@dss.coming.net WWW: http://www.ru.dss.ua.com/ |
Ген. директор |
Код (+380 612) 39-73-01 |
|
Науч. упр. продаж |
39-71-90, ф. 13-60-32 |
|||
|
Нач. отд. продаж |
39-73-12 |
|||
|
КОНСТАНТИНОВКА |
Константиновский металлургический завод |
85101, г. Константиновка, Донецкой обл., ул. Ленина, 172 |
Факс |
Код (+380 6272) 48-456, 48-198, 48-201, 53-105, 48-860 |
|
КРАМАТОРСК |
ОАО «Краматорский металлургический завод им. В.В. Куйбышева» |
83403, г. Краматорск, Донецкой обл., ул. Мориса Тореза, 18 E-mail: kmz@krm.ins.dn.ua WWW: http://www.slegmatis.com/kmz/ |
Пред. правления |
Код (+380 6264) 4-83-01, 4-83-92 |
|
Дир. по маркетингу |
4-83-11, т\ф. 1-00-35 |
|||
|
Отдел ВЭС и маркетинга |
|
|||
|
КРИВОЙ РОГ |
Комбинат «Криворожсталь» |
50095, г. Кривой Рог, Днепропетровской обл., ул. Орджоникидзе, 1 E-mail: kggmk@kggmk.dp.ua, market@kggmk.dp.ua WWW: http://www.krivorozhstal.dp.ua, http://www.kggmk. dp.ua, http://www.slegmatis.com/kggmk/ |
Ген. директор |
Код (+380 564) 78-53-01, 78-30-09, ф. 74-54-49 |
|
Дир. по ВЭС, маркетингу, сбыту |
78-53-21, 78-44-45, ф. 71-01-01, 78-53-19 |
|||
|
Науч. упр. сбыта |
74-54-49 |
|||
|
Факс |
71-01-01 |
|||
|
ЛУГАНСК |
ЗАО «Луганский трубный завод» |
91021, г. Луганск ул. Свердлова, 5 E-mail: ltp@leasad.net WWW: http://www.ltz.com.ua |
Директор |
Код (+380 642) 53-04-46 |
|
Коммер. служба |
95-32-84, 50-14-07 |
|||
|
Факс |
ф. 50-13-08, ф. 55-39-89 |
|||
|
МАКЕЕВКА |
Макеевский металлургический комбинат |
86101, г. Макеевка, Донецкой обл., ул. Металлургическая, 47 E-mail: mmk@tr.dn.ua WWW: http://www. market.com.ua |
Ген. директор |
Код (+380 6232) 9-23-01, 9-22-55 |
|
Нач. договорно-сбытового отд. |
9-23-64 |
|||
|
Отд. маркетинга и сбыта |
9-20-31, 9-23-68 |
|||
|
Факс |
Код (+380 622) 55-33-12, 55-33-32; Код (+380 623) 22-01-71, 22-15-11; Код (+380 62) 332-09-39, 332-09-90 |
|||
|
МАРИУПОЛЬ |
Мариупольский Металлургический комбинат «Азовсталь» |
87500, г. Мариуполь, Донецкой обл. ул. Лепорского, 1 E-mail: оао@azovstal.com.ua, marketing@azovstal.com.ua. WWW: http://www.azovstal.com.ua WWW: http://www.azovstal.com |
Ген. директор |
Код (+380 629) 22-69-55, 22-73-01 |
|
Бюро маркетинга |
52-70-00, 22-73-68 |
|||
|
Нач. отд. сбыта |
|
|||
|
Факс |
52-70-00, 22-52-08, 22-73-68, 53-00-41 |
|||
|
МАРИУПОЛЬ |
Мариупольский Металлургическим комбинат им. Ильича |
87504, г. Мариуполь, Донецкой обл., ул. Левченко, 1 E-mail: kso@ilych.donetsk.ua, sales@ilych.donetsk.ua, kma@ilych.donetsk.ua, rin@ilych.donetsk.ua, WWW: http://www.ilych.com.ua, www.ilych.mariupol.net. |
Пред. Правления |
Код (+380 629) 38-23-82, 39-43-01, 38-22-20 |
|
Ген. директор |
39-43-02, 39-30-11 |
|||
|
Зам. ген. директора |
53-00-60 |
|||
|
Нач. отд. маркетинга |
Код (+380 623) 32-23-05, 32-23-06 |
|||
|
Факс |
Код (+380 629) 530-060 |
|||
ПЕРЕЧЕНЬ
нормативных документов по методике контроля и испытаний сталей и
металлопродукции из них
|
Расчеты и испытания на прочность в машиностроении. Методы механических испытаний металлов. Методы испытаний на усталость. |
|
|
Расчеты и испытания на прочность. Методы механических испытаний металлов. Метод испытания на сжатие. |
|
|
Расчеты и испытания на прочность. Методы механических испытаний металлов. Метод испытаний на малоцикловую усталость при термомеханическом нагружении. |
|
|
Расчеты и испытания на прочность. Методы механических испытаний металлов. Определение характеристик трещиностойкости (вязкости разрушений) при статическом нагружении. |
|
|
(ИСО 6892-84) |
Металлы. Методы испытаний на растяжение. |
|
(ИСО 7801-84) |
Проволока. Метод испытания на перегиб. |
|
(ИСО 3887-77) |
Сталь. Методы определения глубины обезуглероженного слоя. |
|
(ИСО 4967-79) |
Сталь Металлографические методы определения неметаллических включений. |
|
Металлы и сплавы. Метод измерения твердости по Виккерсу. |
|
|
Металлы. Метод испытания на ползучесть. |
|
|
Металлы. Метод испытания на кручение. |
|
|
Трубы. Методы испытания на изгиб. |
|
|
Стали и сплавы. Методы выявления и определения величины зерна. |
|
|
Сталь металлографический метод оценки микроструктуры листов и ленты. |
|
|
Сталь. Метод определения склонности к механическому старению по испытанию на ударный изгиб. |
|
|
Прокат. Общие правила отбора проб заготовок и образцов для механических и технологических испытаний. |
|
|
(ИСО 8494-86) |
Трубы металлические. Метод испытания на бортование. |
|
Металлы. Метод испытания на осадку. |
|
|
Металлы. Метод испытания на расплющивание. |
|
|
(ИСО 410-82, ИСО 6506-81) |
Металлы. Метод измерения твердости по Бринеллю. |
|
(ИСО 6508-86) |
Металлы. Метод измерения твердости по Роквеллу. |
|
Измерение микротвердости вдавливанием алмазных наконечников. |
|
|
Металлы. Метод испытания на ударный изгиб при пониженных, комнатной и повышенных температурах. |
|
|
(ИСО 783-89) |
Металлы. Метод испытаний на растяжение при повышенных температурах. |
|
(ИСО 6892-84) |
Трубы металлические. Метод испытания на растяжение. |
|
Металлы. Метод испытания на длительную прочность. |
|
|
Сталь. Метод испытаний и оценки макроструктуры. |
|
|
(ИСО 6892-84) |
Проволока. Метод испытания на растяжение. |
|
(ИСО 6892-84) |
Трубы металлические. Метод испытания на растяжение. |
|
(ИСО 8490-86) |
Металлы. Метод испытания на выдавливание листов и лент по Эриксену. |
|
Металлы. Методы испытаний на растяжение при пониженных температурах. |
|
|
Металлы. Методы испытания на растяжение тонких листов и лент. |
|
|
Трубы. Метод испытания на раздачу кольца конусом. |
|
|
Трубы. Методы испытаний крутящим моментом. |
|
|
Сталь. Методы ультразвукового контроля. Общие требования. |
|
|
(ИСО 7799-85) |
Металлы. Метод испытания на перегиб листов и лент толщиной менее 4 мм. |
|
(ИСО 7438:1985) |
Материалы металлические. Метод испытания на изгиб. |
|
Контроль неразрушающий. Трубы металлические бесшовные цилиндрические. Методы ультразвуковой дефектоскопии. |
|
|
Контроль неразрушающий. Капиллярные методы. Общие требования. |
|
|
Контроль неразрушающий. Рельсы железнодорожные. Методы ультразвуковые. |
|
|
Сталь. Измерение твердости методом ударного отпечатка. |
|
|
Сталь. Метод фотоэлектрического спектрального анализа. |
|
|
Контроль неразрушающий. Методы акустические. Общие положения. |
|
|
Контроль неразрушающий. Методы дефектоскопии радиационные. Область применения. |
|
|
Контроль неразрушающий. Магнитнопорошковый метод. |
|
|
Прутки и заготовки круглого и прямоугольного сечений. Методы ультразвуковой дефектоскопии. |
|
|
Прокат листовой. Методы ультразвукового контроля. |
|
|
Прокат листовой. Методы ультразвукового контроля. |
|
|
Металлы и сплавы. Метод измерения твердости по Бринеллю переносными твердомерами статического действия. |
|
|
Металлы и сплавы. Метод измерения твердости по Роквеллу при малых нагрузках (По Супер-Роквеллу). |
|
|
Металлы и сплавы. Измерение твердости методом упругого отскока бойка (по Шору). |
|
|
Входной контроль продукции. Основные положения. |
|
|
Контроль неразрушающий. Поковки из черных и цветных металлов. Методы ультразвуковой дефектоскопии. |
|
|
Металлопродукция. Методы измерения отклонений формы. |
|
|
Сталь. Метод рентгенофлюоресцентного анализа. |
|
|
Сталь Неразрушающий контроль механических свойств и микроструктуры металлопродукции магнитным методом. |
|
|
Трубы металлические. Методы отбора проб, заготовок и образцов для механических и технологических испытаний. |
|
|
Металлы. Испытание на изгиб навивкой листов и лент толщиной менее 2,5 мм |
|
|
«Машины грузоподъемные. Конструкции металлические. Соединения сварные. Методы ультразвуковые. Основные положения» |
|
|
РД РОСЭК-003-97 |
«Машины грузоподъемные. Конструкции металлические. Магнитопорошковый метод. Основные положения» |
|
«Машины грузоподъемные. Конструкции металлические. Капиллярные методы. Основные положения» |
|
|
«Машины грузоподъемные. Конструкции металлические. Толщинометрия ультразвуковая. Основные положения» |
|
|
Инструкция по визуальному и измерительному контролю. |
(Измененная редакция. Изм. № 1)